Поры, «грязь» в сварном шве, пережженный вольфрамовый электрод — знакомые проблемы? При работе с аргонодуговой сваркой (TIG) качество результата на 90% зависит от правильной газовой защиты. Именно аргоновый редуктор превращает высокое давление в баллоне в стабильный и точно дозированный поток инертного газа, который защищает сварочную ванну от губительного воздействия воздуха.
Давайте разберемся, как выбрать правильный прибор, который обеспечит вам идеальный шов, поможет сэкономить дорогостоящий аргон и сделает работу комфортной.
Главный выбор: Редуктор с манометром или с ротаметром?
Это ключевое отличие, которое напрямую влияет на точность вашей работы и расход газа.
Редукторы с манометрами. Это классический вариант, где оба циферблата показывают давление (в Барах или МПа). Один — остаток в баллоне, второй — рабочее давление на выходе. Их главный минус в том, что для сварки важен не напор, а расход газа. С таким редуктором его приходится выставлять «на слух», что почти всегда ведет к перерасходу или к дефектам шва из-за недостаточной защиты.
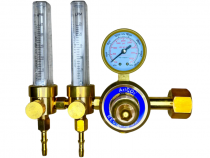
Редукторы с ротаметром. Это современный профессиональный стандарт для сварки. Здесь один манометр показывает давление в баллоне, а вместо второго установлена прозрачная колба с поплавком — ротаметр. Он показывает точный расход аргона в литрах в минуту (л/мин). Вы просто выставляете рукояткой именно то значение, которое указано в сварочных режимах. Это гарантирует стабильное качество шва и значительную экономию газа.
Дополнительные устройства для экономии и контроля
Для производств, где сварка идет постоянно с частыми короткими швами (прихватки), существуют экономайзеры. Эти устройства отсекают избыточный поток газа в момент нажатия на кнопку горелки, что позволяет экономить до 50% аргона в долгосрочной перспективе. Для мастерских с несколькими сварочными постами удобны редукторы на два поста, позволяющие питать две горелки от одного баллона.
Проверенная точность от E-1
Мы знаем, что для сварщика точность — не пустое слово. Дешевый редуктор с неточным ротаметром сведет на нет все мастерство. Поэтому перед добавлением в каталог я лично проверяю калибровку ротаметров на нескольких образцах из каждой партии с помощью эталонного расходомера. Мы делаем это, чтобы быть уверенными: если на шкале 15 л/мин, то и на выходе из горелки будут именно 15 л/мин. Модели со статусом «Хит Продаж» — это приборы с честными показаниями, проверенные сотнями наших клиентов.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«За годы работы я видел множество идеальных швов, испорченных в последнюю секунду. Частая ошибка новичков в TIG-сварке — неправильная настройка подачи газа при использовании длинных шлангов. Мой совет: если ваш шланг от аппарата до горелки длиннее 5-7 метров, обязательно увеличьте время пост-продувки (post-flow) на вашем сварочном аппарате на 1-2 секунды. Почему? После отпускания кнопки газ в длинном шланге продолжает расширяться, и на выходе из сопла его давление падает, защиты уже не хватает. В итоге раскаленный вольфрамовый электрод и остывающий шов окисляются. Правильная пост-продувка компенсирует объем шланга и гарантирует, что и электрод, и шов остынут в плотном облаке аргона. Это залог чистоты шва и долгой жизни вашего вольфрама.»
Вооружившись этими знаниями, вы легко подберете идеальный редуктор для своих задач. Все представленные в каталоге модели прошли нашу строгую проверку. Выбирайте подходящий вариант и будьте уверены в качестве каждого сантиметра вашего сварного шва.