(098) 264-97-87
Расходники для аргоновых (TIG) горелок


























Расходники для аргоновых (TIG) горелок
Аргонодуговая горелка — это точный и сложный инструмент, состоящий из множества компонентов. От постоянного воздействия высоких температур ее ключевые части — сопла, цанги, держатели — со временем изнашиваются и требуют замены. Своевременное обновление этих расходных материалов для TIG-горелки критически важно не только для стабильной работы, но и для качества сварного шва, ведь от целостности этих деталей зависит и фиксация электрода, и чистота газовой защиты.
В этом разделе собраны все необходимые комплектующие для обслуживания и ремонта самых популярных серий горелок. Давайте разберемся в назначении каждой детали.
Анатомия TIG-горелки: разбираемся в расходниках
Чтобы купить запчасти для аргоновой горелки, важно понимать, какую функцию выполняет каждый элемент и как он влияет на сварочный процесс.
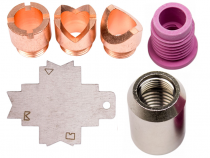
1. Керамические сопла
Розовая керамическая насадка на конце горелки. Ее главная задача — сформировать и направить поток защитного аргона точно в зону сварки. Номер сопла (#4, #5, #6 и т.д.) обозначает диаметр его выходного отверстия. Чем выше ток и шире шов, тем больший номер сопла требуется для надежной защиты сварочной ванны.
2. Цанги
Это сменная разрезная втулка из медного сплава, которая устанавливается внутрь горелки и отвечает за фиксацию вольфрамового электрода. Диаметр цанги должен строго соответствовать диаметру электрода (1.6 мм, 2.0 мм, 2.4 мм и т.д.). Неправильно подобранная цанга приведет к плохому контакту, перегреву и нестабильной дуге.
3. Корпуса цанг (Цангодержатели)
Деталь, в которую вставляется сама цанга. Корпус цанги вкручивается в головку горелки и имеет боковые отверстия, через которые аргон проходит из рукоятки в сопло. Это связующее звено между горелкой и цангой.
4. Каппы (колпачки)
Колпачок, который накручивается на заднюю часть горелки. При закручивании он давит на цангу, заставляя ее лепестки сжиматься и надежно фиксировать вольфрамовый электрод. Бывают трех размеров: длинные (для стандартных электродов), средние и короткие (для работы в ограниченном пространстве).
5. Газовые линзы
Это усовершенствованный тип корпуса цанги. Внутри газовой линзы установлены несколько слоев металлической сетки, которые выравнивают турбулентный поток аргона и делают его ламинарным (прямым и спокойным). Это обеспечивает гораздо более качественную и широкую газовую защиту, позволяя увеличить вылет электрода и работать в более сложных условиях.
Теперь, когда вы знаете назначение каждой детали, вы можете уверенно подобрать все необходимое для вашей горелки в нашем каталоге.
Наши стандарты — совместимость и качество
Мир комплектующих для TIG-сварки может показаться запутанным. Поэтому мы формируем наш ассортимент на основе самого популярного мирового стандарта, совместимого с горелками Abicor Binzel серий WP-17, WP-18 и WP-26. Это гарантирует, что наши сопла, цанги и линзы подойдут к подавляющему большинству горелок на рынке. Мы отбираем продукцию из качественной термостойкой керамики и электротехнической меди, чтобы обеспечить максимальный срок службы расходников.
Часто задаваемые вопросы (FAQ)
Как понять, что пора менять керамическое сопло?
Сопло подлежит замене, если на нем появились трещины, сколы на торце или на внутренней поверхности налипли брызги металла, которые не удаляются. Любое повреждение сопла нарушает поток газа и ухудшает качество шва.
Расходники для горелок WP-17, WP-18 и WP-26 взаимозаменяемы?
Да, в большинстве случаев. Эти три популярные серии горелок (две с воздушным и одна с водяным охлаждением) были спроектированы для использования одного и того же набора расходных материалов: сопел, цанг, корпусов и газовых линз. Это значительно упрощает подбор запчастей.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«Сварщики покупают сопла и цанги, но часто забывают о копеечной детали, которая является причиной 90% проблем с «грязным» швом — это изолятор. Маленькое белое термостойкое кольцо, которое стоит между головкой горелки и корпусом цанги. Со временем от перепадов температур оно трескается. Вы можете не видеть эту микротрещину, но через нее будет подсасываться воздух и утекать аргон. В итоге — поры в шве и постоянные поиски причины. При тестировании комплектующих я всегда проверяю качество именно этих уплотнительных элементов. Помните: если без видимой причины ухудшилось качество шва — в первую очередь проверьте изолятор. Свежий изолятор из нашего каталога может сэкономить вам часы времени и нервов».