Пори, «бруд» у зварному шві, перепалений вольфрамовий електрод — знайомі проблеми? При роботі з аргонодуговим зварюванням (TIG) якість результату на 90% залежить від правильного газового захисту. Саме аргоновий редуктор перетворює високий тиск у балоні на стабільний і точно дозований потік інертного газу, який захищає зварювальну ванну від згубного впливу повітря.
Давайте розберемося, як вибрати правильний прилад, який забезпечить вам ідеальний шов, допоможе заощадити дорогий аргон і зробить роботу комфортною.
Головний вибір: Редуктор з манометром чи з ротаметром?
Це ключова відмінність, яка безпосередньо впливає на точність вашої роботи та витрату газу.
Редуктори з манометрами. Це класичний варіант, де обидва циферблати показують тиск (в Барах або МПа). Один — залишок у балоні, другий — робочий тиск на виході. Їхній головний мінус у тому, що для зварювання важливий не тиск, а витрата газу. З таким редуктором його доводиться виставляти «на слух», що майже завжди веде до перевитрати або до дефектів шва через недостатній захист.
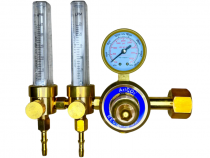
Редуктори з ротаметром. Це сучасний професійний стандарт для зварювання. Тут один манометр показує тиск у балоні, а замість другого встановлена прозора колба з поплавком — ротаметр. Він показує точну витрату аргону в літрах за хвилину (л/хв). Ви просто виставляєте рукояткою саме те значення, яке вказано у зварювальних режимах. Це гарантує стабільну якість шва та значну економію газу.
Додаткові пристрої для економії та контролю
Для виробництв, де зварювання йде постійно з частими короткими швами (прихватки), існують економайзери. Ці пристрої відсікають надлишковий потік газу в момент натискання на кнопку пальника, що дозволяє економити до 50% аргону в довгостроковій перспективі. Для майстерень з кількома зварювальними постами зручні редуктори на два пости, що дозволяють живити два пальники від одного балона.
Перевірена точність від E-1
Ми знаємо, що для зварювальника точність — не порожнє слово. Дешевий редуктор з неточним ротаметром зведе нанівець усю майстерність. Тому перед додаванням до каталогу я особисто перевіряю калібрування ротаметрів на кількох зразках з кожної партії за допомогою еталонного витратоміра. Ми робимо це, щоб бути впевненими: якщо на шкалі 15 л/хв, то і на виході з пальника будуть саме 15 л/хв. Моделі зі статусом «Хіт Продажів» — це прилади з чесними показниками, перевірені сотнями наших клієнтів.
Рекомендація від нашого експерта
Іштван Сабо, наш провідний тестувальник товару та фахівець з інструменту з 26-річним стажем:
«За роки роботи я бачив безліч ідеальних швів, зіпсованих в останню секунду. Часта помилка новачків у TIG-зварюванні — неправильне налаштування подачі газу при використанні довгих шлангів. Моя порада: якщо ваш шланг від апарата до пальника довший за 5-7 метрів, обов'язково збільште час пост-продувки (post-flow) на вашому зварювальному апараті на 1-2 секунди. Чому? Після відпускання кнопки газ у довгому шлангу продовжує розширюватися, і на виході з сопла його тиск падає, захисту вже не вистачає. В результаті розпечений вольфрамовий електрод і шов, що остигає, окислюються. Правильна пост-продувка компенсує об'єм шланга і гарантує, що і електрод, і шов охолонуть у щільній хмарі аргону. Це запорука чистоти шва та довгого життя вашого вольфраму.»
Озброївшись цими знаннями, ви легко підберете ідеальний редуктор для своїх завдань. Всі представлені в каталозі моделі пройшли нашу сувору перевірку. Обирайте відповідний варіант і будьте впевнені в якості кожного сантиметра вашого зварного шва.