Напильники по металлу: незаменимый инструмент для точной обработки
В мире ручного инструмента напильник по металлу занимает особое место. Это универсальный абразивный инструмент, предназначенный для снятия тонких слоев материала с металлических поверхностей. Правильно подобранный напильник способен значительно ускорить и упростить процесс обработки, обеспечивая высокую точность и качество финишной поверхности. В этом гайде мы подробно рассмотрим основные типы напильников по металлу, их применение, а также дадим практические советы по выбору и эксплуатации, чтобы вы смогли напильник купить, который идеально подойдет для ваших задач.
Основные типы напильников по металлу
Разнообразие форм и насечек напильников позволяет решать широкий круг задач в металлообработке. По форме напильники делятся на несколько основных категорий:
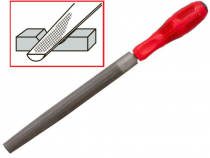
Плоский напильник
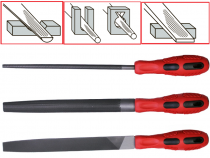
Плоский напильник является одним из самых распространенных и универсальных видов для работы с металлом. Он имеет прямоугольное сечение и предназначен для обработки плоских металлических поверхностей, внешних углов, а также для снятия фасок. Благодаря своей форме, плоские напильники эффективно работают как с большими плоскостями, так и с узкими участками, обеспечивая равномерное снятие материала. Они бывают различной длины и зернистости, что позволяет выбрать инструмент для грубой или чистовой обработки.
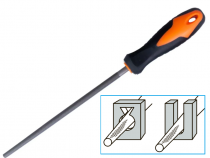
Круглый напильник
Круглый напильник, как следует из названия, имеет круглое сечение и идеально подходит для обработки отверстий, вогнутых поверхностей, а также для расширения и зачистки круглых пазов в металле. Его форма позволяет легко проникать в труднодоступные места и выполнять точную работу по приданию нужной формы внутренним контурам. Напильник круглый незаменим при работе с трубами, отверстиями в листовом металле и при создании фигурных вырезов.
Другие важные типы напильников по металлу
Помимо плоских и круглых, существуют и другие специализированные формы напильников, применяемых в металлообработке:
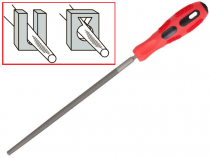
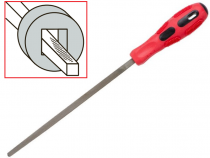
• Полукруглый напильник: Сочетает в себе плоскую и выпуклую стороны, что делает его универсальным для обработки как плоских, так и вогнутых металлических поверхностей. • Трехгранный напильник: Имеет треугольное сечение и используется для обработки внутренних углов, пазов, а также для заточки пил и других режущих инструментов по металлу. • Квадратный напильник: Предназначен для обработки квадратных и прямоугольных отверстий, пазов и внутренних углов в металлических заготовках. • Надфили: Это миниатюрные напильники с мелкой насечкой, используемые для ювелирных работ, точной механики, моделирования и других задач, требующих высокой точности и деликатности при работе с металлом. Они часто входят в набор напильников для тонкой работы.
Как выбрать напильник по металлу?
Выбор правильного напильника по металлу зависит от нескольких ключевых факторов:
• Твердость металла: Для более твердых металлов требуются напильники из высокоуглеродистой стали с соответствующей закалкой. • Форма обрабатываемой поверхности: Как уже упоминалось, для плоских поверхностей лучше использовать плоские напильники, для отверстий – круглые и т.д. • Необходимая степень точности и чистоты обработки:
По типу насечки напильники делятся на:
• Драчевой напильник: Имеет самую крупную и редкую насечку, предназначен для грубой обработки и быстрого снятия большого объема металла. Используется на начальных этапах работы с заготовками. • Личной напильник: Обладает средней насечкой, применяется для более точной обработки после драчевого напильника. Он обеспечивает более гладкую поверхность металла. • Бархатный напильник: Отличается самой мелкой и частой насечкой. Используется для финишной обработки, придания высокой чистоты поверхности и точной подгонки металлических деталей.
При покупке часто целесообразно рассмотреть набор напильников. Такие наборы обычно включают в себя инструменты различных форм и насечек, что позволяет быть готовым к выполнению самых разнообразных задач по металлообработке и обеспечивает универсальность использования.
Сферы применения напильников по металлу и советы по эксплуатации
Напильники по металлу используются в самых разных областях:
• Металлообработка: Зачистка сварных швов, снятие заусенцев, подгонка деталей, создание пазов и отверстий. Здесь особенно важен напильник по металлу. • Ремонт и обслуживание: Заточка металлических инструментов (например, лопат, кос, ножей), опиливание мелких металлических деталей, устранение дефектов на металлических поверхностях. • Строительство: Зачистка металлических поверхностей перед покраской или сваркой, подгонка металлических элементов конструкций. • Автомобильная промышленность: Подгонка кузовных деталей, зачистка кромок, работа с элементами двигателя.
Для продления срока службы напильников по металлу и обеспечения их эффективной работы следуйте этим советам:
• Правильное использование: Всегда работайте напильником с нажимом только при движении «от себя». При обратном движении напильник должен скользить по поверхности без нажима, чтобы не затупить зубья. • Очистка: Регулярно очищайте насечку напильника от металлической стружки и опилок с помощью специальной металлической щетки или проволочного скребка. Забитая насечка снижает эффективность работы. • Хранение: Храните напильники отдельно друг от друга, чтобы избежать повреждения зубьев. Идеально использовать специальные чехлы или подставки. • Безопасность: Всегда используйте напильник с надежно закрепленной рукояткой. Работать напильником без рукоятки опасно из-за риска получения травмы.
Заключение
Напильник по металлу – это больше, чем просто кусок стали с насечкой. Это высокоточный инструмент, требующий понимания его назначения и правильного использования. Независимо от того, нужен ли вам круглый напильник для работы с отверстиями, плоский напильник для выравнивания металлических поверхностей или драчевой напильник для грубой обработки, осознанный выбор и правильный уход обеспечат его долгую и продуктивную службу. Изучив представленную информацию, вы сможете грамотно подойти к процессу выбора, приобрести подходящий инструмент и эффективно использовать его в своей работе, будь то профессиональная деятельность или домашние проекты. Помните, что качественный инструмент – это залог успешного выполнения любых задач.