При монтаже систем отопления, водопровода, кондиционирования или автомобильных магистралей постоянно возникает необходимость огибать углы и препятствия. Использование большого количества фитингов — это не только дорого, но и создает потенциальные точки протечек. Профессиональное решение — трубогиб ручной. Этот инструмент позволяет создавать плавные и точные изгибы непосредственно на трубе, экономя деньги на соединительных элементах и повышая надежность всей системы.
От простой пружины для металлопластика до мощного арбалетного механизма для меди — для каждой задачи существует свой тип инструмента. Давайте разберемся, как выбрать трубогиб, который справится именно с вашей работой.
Как выбрать ручной трубогиб: гид по типам конструкций
Чтобы купить ручной трубогиб, нужно в первую очередь определиться с типом труб, которые вы планируете гнуть, и выбрать соответствующую конструкцию инструмента.
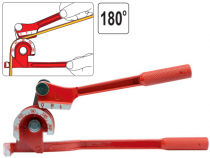
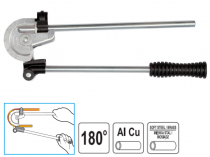
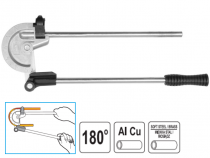
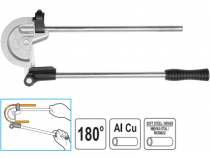
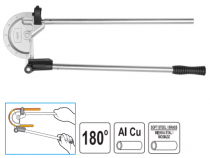
1. Рычажные трубогибы
Самый распространенный тип для точной гибки медных, алюминиевых и тонкостенных стальных труб. Длинные рукоятки создают большой рычаг, позволяя без особых усилий согнуть трубу вокруг специального ролика (башмака). Большинство моделей имеют нанесенную шкалу, позволяющую контролировать угол изгиба до 180 градусов. Это основной инструмент монтажников кондиционеров и автомехаников для работы с тормозными трубками.
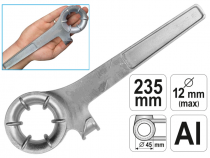
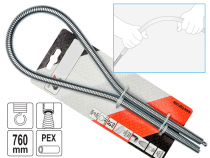
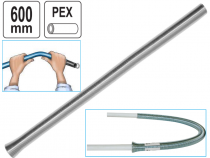
2. Пружинные трубогибы
Простое, доступное и очень эффективное приспособление для гибки мягких металлопластиковых и PEX труб. Пружина, надетая на трубу снаружи или вставленная внутрь, работает как гибкий каркас, который не дает трубе сплющиться или сломаться (образовать залом) в месте изгиба. Это незаменимый инструмент при монтаже теплого пола и систем водоснабжения.
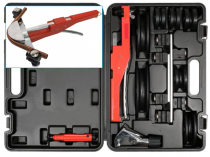
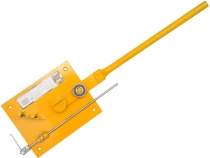
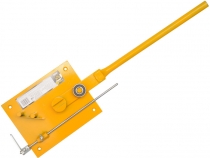
3. Арбалетные трубогибы
Это более мощная версия рычажного трубогиба, часто оснащенная храповым механизмом. Он позволяет гнуть трубы большого диаметра или с более толстой стенкой с меньшим усилием, шаг за шагом. Как правило, поставляются в наборах со сменными башмаками под разные диаметры. Идеальны для серьезных сантехнических и монтажных работ.
Теперь, когда вы знаете все о типах трубогибов, вы можете уверенно выбрать подходящую модель для ваших задач в нашем каталоге.
Наши стандарты — точный гиб и долговечность
Некачественный трубогиб может оставить на трубе вмятины, заломы или «гофру», испортив дорогостоящий материал. Мы отбираем в наш ассортимент модели с точно изготовленными гибочными роликами и башмаками, которые обеспечивают идеальный контакт с трубой и создают плавный изгиб без деформации. Мы проверяем прочность рукояток и рычажных механизмов, чтобы они выдерживали необходимое для гибки усилие.
Часто задаваемые вопросы (FAQ)
Что лучше для металлопластиковой трубы: внутренняя или наружная пружина? Оба варианта работают отлично. Наружную пружину удобнее использовать, если нужно согнуть край трубы. Внутренняя пружина — единственный выход, если изгиб нужно сделать в середине длинного отрезка трубы, далеко от ее концов.
Можно ли ручным трубогибом согнуть стальную трубу? Простые рычажные модели предназначены для мягких металлов (медь, алюминий). Для гибки стальной трубы, даже тонкостенной, потребуется мощный арбалетный или гидравлический трубогиб. Попытка согнуть сталь рычажным трубогибом для меди, скорее всего, приведет к поломке инструмента.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«Я видел много испорченных медных труб. Самая частая ошибка при работе рычажным трубогибом — спешка. Мастера пытаются сделать изгиб на 90 градусов одним резким движением. Это неправильно. Секрет идеального, гладкого изгиба без «гофры» — работать плавно и в несколько подходов. Согните трубу на 30-40 градусов, немного ослабьте давление, давая металлу «привыкнуть», затем догните еще на 30 градусов, и так до нужного угла. Этот поэтапный процесс не дает стенке трубы сильно растянуться снаружи и деформироваться внутри. При тестировании я всегда обращаю внимание на плавность хода рычагов и качество роликов — они должны способствовать именно такому, контролируемому процессу. Не торопите изгиб, и результат будет идеальным».