(098) 264-97-87
Электромагнитные клапаны подачи газа для полуавтоматов
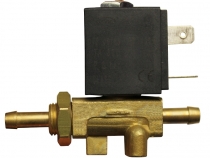








Электромагнитные клапаны подачи газа для полуавтоматов
Вы нажимаете кнопку на горелке полуавтомата, проволока пошла, а газ — нет? Или, наоборот, газ продолжает шипеть даже после того, как вы отпустили кнопку? В 99% случаев виновник — вышедший из строя электромагнитный клапан подачи газа. Этот небольшой, но критически важный узел отвечает за своевременное открытие и перекрытие потока защитного газа (углекислоты, аргона или их смеси) по сигналу от блока управления аппарата.
Неисправный клапан ведет к пористому, некачественному шву и перерасходу дорогостоящего газа. К счастью, его замена — простая и недорогая процедура, которая моментально возвращает аппарат в строй. Давайте разберемся, как правильно подобрать новую деталь.
Как выбрать газовый клапан для полуавтомата
При выборе нового клапана существует только один главный и самый важный параметр — его рабочее напряжение. Конструкция у большинства моделей схожа, но ошибка в напряжении приведет к тому, что клапан либо не сработает, либо моментально сгорит.
Рабочее напряжение: главный параметр выбора
Электромагнитная катушка клапана рассчитана на определенное напряжение, которое подается с платы управления вашего сварочного аппарата. Перед покупкой обязательно посмотрите маркировку на вашем старом клапане или сверьтесь с инструкцией к полуавтомату.
- DC 12В, 24В, 36В: Самые распространенные варианты для большинства современных инверторных полуавтоматов. Наиболее часто встречается стандарт на 24 Вольта.
- AC 220В: Как правило, используется в старых и мощных трансформаторных аппаратах или, наоборот, в некоторых бытовых моделях, где для удешевления питание на клапан берется напрямую из сети.
Установка клапана с неправильным напряжением недопустима. Всегда выбирайте деталь с вольтажом, идентичным вашему старому клапану.
Теперь, когда вы знаете, как определить ключевой параметр, вы можете уверенно выбрать подходящий клапан в нашем каталоге.
Наши стандарты — надежность и герметичность
Некачественный газовый клапан — это постоянная утечка дорогого газа и риск отказа в самый неподходящий момент. Мы отбираем для нашего каталога клапаны с надежными латунными корпусами и качественными уплотнителями, которые гарантируют полную герметичность в закрытом состоянии. Катушки соленоидов проходят проверку на стабильность срабатывания и устойчивость к нагреву при длительной работе.
Часто задаваемые вопросы (FAQ)
Газ продолжает идти после того, как я отпустил кнопку. В чем проблема?
Это классический симптом неисправного клапана. Скорее всего, его внутренний шток «залип» в открытом положении из-за мусора или износа пружины. Клапан требует замены.
Можно ли почистить старый клапан вместо покупки нового?
Иногда, если клапан засорился, его можно разобрать и почистить. Однако если сгорела электромагнитная катушка (клапан не «щелкает» при подаче напряжения) или износились внутренние уплотнители, ремонт нецелесообразен. Учитывая невысокую стоимость, замена на новый клапан является самым быстрым и надежным решением.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«Я заменил сотни этих клапанов. Деталь простая, но есть одна ошибка при установке, которую допускают многие. На латунном корпусе клапана всегда есть маленькая стрелка, указывающая направление потока газа. Часто мастера в спешке устанавливают его задом наперед, путая вход и выход. Клапан при этом может даже как-то работать, но будет гудеть, не полностью перекрывать газ или быстро выйдет из строя. Стрелка всегда должна быть направлена от газового редуктора в сторону горелки. При отборе товара для E-1 я всегда проверяю, чтобы эта маркировка была четкой и понятной. Это мелочь, но от нее зависит правильная и долгая работа всей системы».