После шлифовки или зачистки металлическая поверхность остается матовой и покрытой мелкими царапинами. Чтобы превратить ее в сияющее зеркало, необходим процесс полировки. И главным инструментом в этом деле выступают тканевые полировальные круги. Установленные на заточной станок (точило) или дрель, эти круги в сочетании с полировальными пастами (например, пастой ГОИ) позволяют шаг за шагом убрать все дефекты и добиться идеального глянца на стали, алюминии, цветных металлах и даже пластике.
Процесс полировки всегда многоступенчатый, и для каждого этапа предназначен свой тип тканевого круга. Давайте разберемся, как правильно их подобрать.
Как выбрать полировальный круг? Три шага к зеркальному блеску
Для достижения идеального результата круги используют последовательно — от самого грубого к самому мягкому.
1. Первый шаг: Сизалевые круги (грубая полировка)
Изготавливаются из сизаля — грубого и жесткого натурального волокна. Это самые агрессивные из тканевых кругов.
• Назначение: Удаление глубоких царапин, оставшихся после абразивной обработки (шлифовальной лентой, наждачной бумагой), а также зачистка мелких дефектов литья. Используются с самыми грубыми (режущими) полировальными пастами. После обработки сизалем поверхность становится гладкой, но матовой, с мелкими рисками.
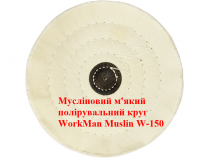
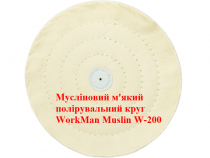
2. Второй шаг: Муслиновые круги (основная полировка)
Самый универсальный и популярный тип кругов, изготовленный из хлопчатобумажной ткани (муслина). Их жесткость зависит от прошивки и специальной пропитки.
• Жесткие (прошитые, часто цветные): Используются после сизаля для удаления оставленных им рисок и первичного наведения глянца. Работают со среднезернистыми пастами.
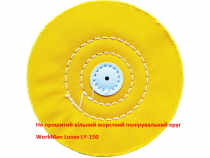
• Мягкие (непрошитые или со свободной прошивкой): Применяются для финишной полировки и придания поверхности сильного блеска. Отлично подходят для обработки деталей сложной формы, так как повторяют их контуры.
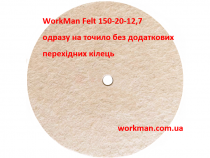
3. Третий шаг: Фланелевые круги (финишная полировка)
Самые мягкие круги, изготовленные из ворсистой фланелевой ткани. Они практически не имеют режущего действия.
• Назначение: «Располировка» поверхности для достижения идеального, глубокого зеркального блеска. Используются с самыми мелкозернистыми, финишными пастами (часто их называют «доводочными»).
Теперь вы знаете все о последовательности применения тканевых кругов. Используйте эти знания, чтобы выбрать правильную оснастку в каталоге выше!
Наши стандарты качества
Полировальный круг на заточном станке вращается со скоростью несколько тысяч оборотов в минуту. Поэтому его качество — это вопрос не только результата, но и безопасности. Мы в E-1 отбираем для каталога только сбалансированные круги с прочной прошивкой и надежным посадочным местом. Модели со статусом «Хит Продаж» — это, как правило, универсальные муслиновые круги, которые являются «рабочими лошадками» в любой полировальной мастерской и показывают лучший ресурс.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«За годы работы я видел главную ошибку, которая сводит на нет все усилия по полировке — это смешивание полировальных паст. Запомните золотое правило: один круг — одна паста. Никогда не используйте на мягком фланелевом круге пасту, которой вы работали на грубом сизале. Вы занесете на финишный этап крупные абразивные зерна и будете просто наносить новые царапины. Обязательно подпишите свои круги: «грубая», «средняя», «финиш». Я лично тестирую наши круги, включая модели «Хит Продаж», на то, как хорошо они удерживают пасту, но даже лучший круг не спасет, если его загрязнить. Разделение кругов и паст — это 80% успеха в достижении идеального зеркала».