

























Ресурс свердла на листовому металі: як зберегти заточку
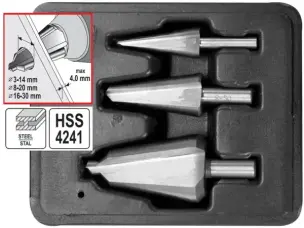
Якщо ви берете "морквину", щоб свердлити кутник-п'ятірку або товстий швелер — покладіть інструмент на місце. Ви просто спалите кромку за одну хвилину. Цей тип оснащення створений виключно для листових матеріалів товщиною до 4–5 мм. Його головне завдання — зробити акуратний круглий отвір у тонкому листі, пластику або профілі, там, де звичайне спіральне свердло рве метал трикутником або закусує на виході.
Покриття та призначення: навіщо потрібен "золотий" колір
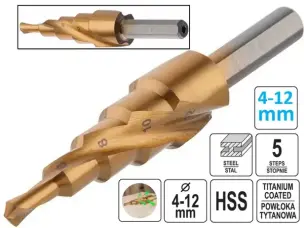
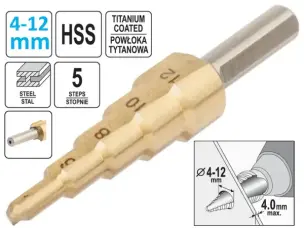
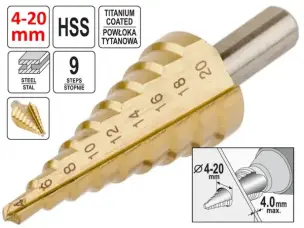
Більшість представлених моделей мають характерний золотистий відтінок. Це покриття нітрид-титану (TiN). Це не декор, а технічна необхідність для роботи з м'якою сталлю (Ст3) та кольоровими металами.
- Зниження тертя: Ступінчаста форма має велику площу контакту. Титан працює як "сухе мастило", не даючи свердлу перегріватися та налипати стружці.
- Захист кромки: Покриття збільшує твердість поверхні, продовжуючи життя інструменту при роботі з профілем, бляхою та пластиковими коробами.
Геометрія: пряма чи спіральна канавка?
Другий момент вибору — форма відведення стружки. Прямий жолоб — класика, його (в теорії) можна поправити алмазним надфілем, якщо спіймали цвях. Спіральний жолоб (витий) працює м'якше, тихіше і швидше викидає стружку, свердління відбувається плавніше, без ударів, але заточити його в побутових умовах, не зіпсувавши геометрію кроку, практично неможливо.
Головні помилки експлуатації
Вбити цей інструмент просто. Ось дві причини, через які він відправляється в смітник раніше часу:
- Сухе тертя: Працювати без мастила — вирок. Крапля оливи або WD-40 обов'язкова, інакше ви просто "відпустите" гартування металу від нагріву.
- Високі оберти: Чим ширша сходинка, тим повільніше крутимо. На діаметрах 20–30 мм оберти мають бути мінімальними. Не тисніть на дриль з усієї сили, дайте кромці різати самій.
Вердикт: Незамінна річ для електриків (свердлити щитки), покрівельників, установників сигналізацій та автомеханіків (пластик, тонкий метал). Для дому — одного такого свердла вистачить на роки, якщо не намагатися свердлити ним рейки та гартовані конструкції.