

























Технічний мінімум: Чим відрізняється ріжучий зуб для сталі та алюмінію
Якщо ви шукаєте вічну насадку, якою можна колупати бетон або тиснути як ломом — ви не за адресою. Це прецизійний ріжучий інструмент. Твердий сплав (карбід вольфраму) не пробачає ударів та низьких обертів. Але якщо потрібно перетворити грубий зварний шов на дзеркало або розточити отвір у гартованій сталі — кращого поки нічого не вигадали. На відміну від абразиву, борфреза не іскрить і не змінює геометрію в процесі роботи.
Де цей інструмент марний, а де незамінний
- Для звичайного дриля: Використовувати з обережністю. У дриля занадто низькі оберти (зазвичай до 3000 об/хв). Фреза «стрибатиме» по заготовці, що загрожує відколами зубів. Працювати можна, але повільно і тільки надійно зафіксувавши деталь.
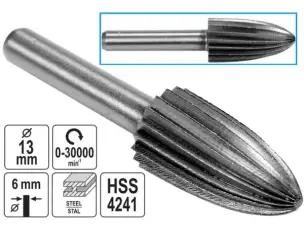
- Для ПШМ та бормашин: Це рідна стихія. Прямошліфувальні машини видають потрібні 10 000–25 000 обертів. Хвостовик 6 мм — стандарт для важких робіт (цех, гараж), 3 мм — для граверів типу Dremel (моделізм, дрібний ремонт).
- Для в'язких матеріалів: Звичайний напилок тут забивається миттєво, а спецфреза по алюмінію викидає стружку і продовжує різати.
Матчастина: Типи насічок та якість пайки
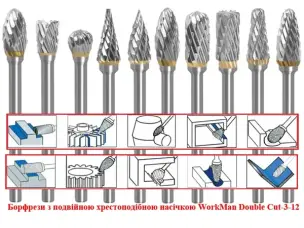
У цьому розділі — лише карбід вольфраму. Швидкоріз (HSS) ми не пропонуємо, оскільки він занадто швидко «сідає» на гартованому металі. При виборі дивіться на форму зуба:
1. Дрібний хрестоподібний зуб (Double Cut): Основний тип для чорних металів, чавуну, нержавійки та титану. Перехресна насічка дробить стружку в дрібний пил. Це дає керованість: інструмент не відводить убік, різ виходить чистим, без «хвиль».
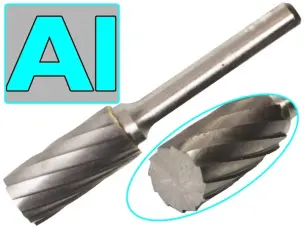
2. Великий рідкий зуб (Alu Cut): Візуально нагадує свердло. Глибокі канавки потрібні для кольорових металів (алюміній, мідь) та пластику. Якщо спробувати працювати по алюмінію дрібним зубом, він заб'ється металом за секунди. Великий зуб ефективно відводить в'язку стружку.
3. Стиковка голівки: Робоча частина припаяна до сталевого хвостовика. Це критичний вузол. При сильному перегріві (робота до посиніння) або бічному ударі пайка може не витримати.
Експлуатаційні ризики: як не зламати голівку
Головний ворог твердосплаву — падіння на тверду підлогу. Матеріал дуже твердий, але крихкий — при ударі об бетон зуби сколюються. Другий нюанс — виліт хвостовика. Завжди вставляйте фрезу в цангу до упору. Якщо залишити довгий «важіль», виникне вібрація, яка розіб'є і цангу вашого інструменту, і саму фрезу.
Резюме з сервісу:
Ці борфрези (Proxel та аналоги) відпрацьовують вкладення тільки при дотриманні технології: високі оберти + мінімальний тиск. Дозвольте інструменту різати за рахунок швидкості, а не вашої сили. Для гаража рекомендую мати мінімум три форми: циліндр (торцева обробка), сферу (поглиблення) та полум'явидну (універсал).