

























Абразивні насадки на шпинделі: відмінність хромистого електрокорунду від сірого
Давайте відразу начистоту: це не фреза. Якщо ви сподіваєтеся цією «рожевою штукою» зняти п'ять міліметрів сталі за прохід — ви помилилися вкладкою. Шліфувальна головка (в народі «шарошка») — це фінішний інструмент. Її завдання — залізти туди, куди не пролізе диск болгарки: всередину труби, в кут зварної конструкції або розточити отвір на міліметр. Це розхідник. Причому розхідник примхливий — він не терпить тиску і вимагає обертів. Якщо ви готові працювати акуратно, а не «навалюватися» всією вагою — спрацюємося.
Де реально потрібне це оснащення
Ми розділили асортимент на дві групи не за красою, а за фізикою процесу. Дивіться на товщину «ноги» (хвостовика):
- Хвостовик 3 мм (під гравер/Dremel): Це ювелірка. Зачистити контакти, прибрати задирок на дрібній деталі, підточити паз у пластику або алюмінії. Не намагайтеся ставити їх у звичайний дриль — патрон їх просто не затисне рівно, буде "вертоліт".
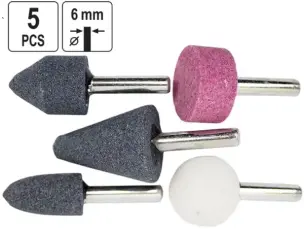
- Хвостовик 6 мм (під дриль або ПШМ): Це вже для дорослих завдань. Зняття фаски під зварювання, зачистка напливів всередині труб, розточування отворів у металі. Важливо: для ефективної роботи їм потрібно від 10 000 обертів. Звичайний дриль (3000 об/хв) гризтиме метал повільно і сумно, краще використовувати пряму шліфувальну машину.
Хімія абразиву: навіщо потрібен рожевий корунд
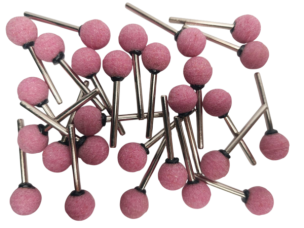
Бачите на фото рожеві та рубінові головки? Це не дизайн. Це добавка оксиду хрому в стандартний електрокорунд. Що це дає на практиці, коли іскри летять в обличчя?
Сірий камінь — дешевший, але швидше «засалюється» і перегріває метал. Рожевий (хромистий) — має ефект самозаточування. Зерно сколюється, відкриваючи нові гострі грані, а не злизується в нуль. Для роботи по гартованій сталі або нержавійці рожевий варіант — безальтернативний. Сірий беріть тільки для чорного металу і "пластиліну" типу Ст3.
Обмеження: як не вбити насадку за хвилину
Найслабше місце тут — не сам камінь, а клей і сталевий стрижень. Ось сувора правда експлуатації:
- Бокове навантаження: Якщо тиснути боком з усієї сили, шток 6 мм ще витримає, а 3 мм зігнеться миттєво. Як тільки шток погнувся — насадку в сміття, інакше вібрація розіб'є підшипники вашого інструменту.
- Перегрів клею: Камінь сидить на епоксидній зв'язці. При дикому нагріванні (коли ви тиснете і не даєте охолонути) головка може просто відклеїтися і полетіти в невідомому напрямку.
Резюме інженера: Це чесний абразив для важкодоступних місць. Зернистість підібрана так, щоб гризти метал, а не гладити його. Для дому — беріть набір (Proxel або WorkMan у кейсі), там є всі форми: конус для отворів, циліндр для площини, куля для виїмок. Поштучно має сенс брати, якщо у вас серійна робота однією операцією. І головне — працюйте в окулярах. Абразив — це пісок, що летить зі швидкістю кулі.