























Матриця вибору: чим відрізняється скотч-брайт від мусліну та повсті при обробці сталі
Зазвичай точило стоїть у гаражі з двома сірими каменями, які "б'ють" так, що верстат їде зі столу, і годяться вони тільки лопати правити. Якщо це ваш випадок — ви використовуєте інструмент на 10% можливостей. Нормальний наждак — це не просто "іскри пускати". Це станція, де можна зробити дзеркало на ножі або відновити іржаву деталь до стану заводської запчастини. Але для цього потрібно зняти штатну "бруківку" і поставити профільне оснащення. Розбираємося, що саме накрутити на вал, щоб не зіпсувати заготовку.
Градація абразивів: що під яке завдання
Немає сенсу брати муслін, якщо у вас не виведені спуски. І марно дерти метал абразивом, якщо потрібно просто зняти наліт. Ось жорстка ієрархія застосування:
- Абразивні камені (Оксид алюмінію): Тільки для геометрії. Сформувати ріжучу кромку, сточити зайвий міліметр сталі. Білий камінь (25А) менше палить метал, ніж сірий (14А), але сиплеться швидше. Це база.
- Скотч-Брайт (Scotch-Brite): Це нейлон з абразивним зерном. Він НЕ змінює форму деталі. Його завдання — "сатинування". Прибрати іржу, окисли, стару фарбу, підготувати поверхню. Працює м'яко, як губка, огинаючи рельєф.
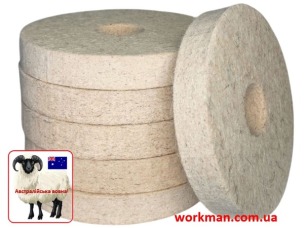
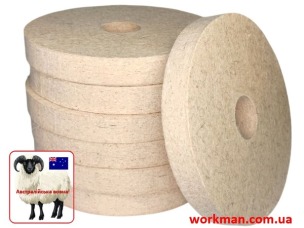
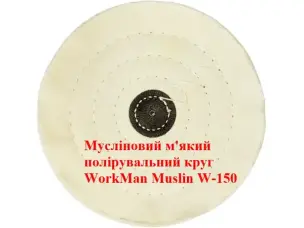
- Повсть та Муслін: Чисте полірування. Працюють ТІЛЬКИ з пастою. Повсть щільніша — для площин. Муслін (зшиті шари тканини) м'якший — для складної форми.
Анатомія розхідників: нейлон проти бавовни
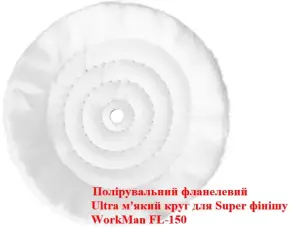
Чому на фото ви бачите стільки різнокольорових "кудлатих" кругів? Тому що сталь примхлива.
Проблема перегріву. Суцільний повстяний круг на високих обертах (3000 об/хв) моментально "припікає" метал. З'являються кольори мінливості — деталь зіпсована.
Рішення — Муслін. Подивіться на жовті та білі тканинні круги. Вони складаються з шарів. При обертанні повітря проходить між шарами, охолоджуючи зону контакту. Жовтий муслін — жорсткіший (для первинного полірування), білий — фінішний (для дзеркала). Хвиляста структура (як на синіх кругах) теж зроблена не для краси, а для вентиляції та агресивного захоплення пасти.
Проблема посадки. Найбільший головний біль — розбіжність валу (зазвичай 12.7 мм, 16 мм або 32 мм) і отвору круга. Якщо ви поставите круг криво — отримаєте вібрацію, яка розіб'є підшипники мотора за місяць. Ми тримаємо в асортименті точені металеві адаптери (а не пластикові втулки), щоб ви могли відцентрувати будь-яке оснащення.
Типові хвороби нового оснащення
Чудес не буває — будь-який круг, навіть за багато грошей, може мати похибку геометрії.
- Геометрія "яйцем": Новий камінь майже завжди б'є. Це аксіома. Не поспішайте нести його назад. Його потрібно "розкрити" і вирівняти алмазним олівцем або шарошкою прямо на валу.
- Ворс, що летить: Муслінові та повстяні круги в перші 5 хвилин роботи активно "линяють". Це нормально — вилітають незакріплені нитки. Працюйте в окулярах і респіраторі, інакше будете викашлювати бавовну весь вечір.
- Просочення пастою: Сухий полірувальний круг не працює. Його потрібно просочити пастою на обертанні. Не тисніть бруском пасти з усієї сили — вона полетить шматками. Трохи притиснули — дали розігрітися — працюємо.
Вердикт інженера:
Для домашньої майстерні джентльменський набір такий: один білий камінь (P100-P120) для заточування і один круг Скотч-Брайт (сірий або червоний) для чищення всього підряд від іржі. Полірування (повсть/муслін) беріть тільки якщо реально фанатієте від блиску. І головне — перевіряйте діаметр валу перед замовленням. Краще взяти круг з великим отвором і адаптером, ніж розсвердлювати його "на колінці".