Каждому сварщику, слесарю и автомеханику знакома ситуация, когда для надежной фиксации детали отчаянно не хватает третьей руки. Как удержать две заготовки для сварки и одновременно держать горелку? Как зафиксировать трубу при нарезании резьбы? Именно для таких задач и был придуман гениальный инструмент — зажимные клещи с фиксатором, которые в народе часто называют «ручные тиски».
Благодаря мощному рычажному механизму, они способны зажать деталь с огромным усилием и удерживать ее, полностью освобождая ваши руки. Давайте разберемся, какими они бывают и как выбрать идеальный зажим с фиксатором для вашей работы.
Как выбрать зажимные клещи? Гид по формам губок и их назначению
Ключевое отличие между разными моделями — это форма губок. Именно она определяет, какие детали инструмент сможет зажать наиболее эффективно.
1. Клещи с полукруглыми губками — универсальная классика
Это самый распространенный и универсальный тип. Благодаря изогнутой форме, они отлично подходят для захвата как круглых, так и шестигранных деталей: труб, гаек, болтов. При этом они так же хорошо удерживают и плоские заготовки, например, листовой металл или профиль. Если вы хотите купить зажимные клещи впервые, начинайте именно с этой модели — она закроет 80% всех задач.
2. Длинногубцы с фиксатором — для работы в тесноте
Эти клещи оснащены длинными и узкими губками, как у классических длинногубцев. Их главное предназначение — работа в труднодоступных местах, куда невозможно подлезть стандартным зажимом. Они незаменимы при ремонте автомобилей, работе с электропроводкой и фиксации мелких деталей в ограниченном пространстве.
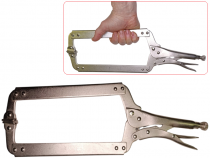
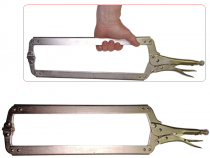
3. С-образные клещи (клещи-струбцина) — для габаритных деталей
Этот мощный зажим-струбцина имеет широкую С-образную раму, позволяющую зажимать крупные или неудобные детали, которые не помещаются в губки обычных клещей. Часто оснащаются плавающими (поворотными) пятками, которые адаптируются к неровным или наклонным поверхностям. Идеальны для кузовных работ, сборки металлоконструкций и фиксации заготовок на сварочном столе.
Как правильно пользоваться и настраивать?
Секрет работы клещей — в регулировочном винте, который обычно находится в торце одной из рукояток. Вращая этот винт, вы настраиваете расстояние между губками. Правильная настройка проста: разведите рукоятки, подстройте винтом губки так, чтобы они плотно прилегали к детали, а затем сожмите рукоятки до характерного щелчка. Чтобы освободить зажим, достаточно нажать на специальный рычажок внутри рукоятки.
Часто задаваемые вопросы (FAQ)
Можно ли использовать зажимные клещи, чтобы открутить «слизанный» болт? Да, это одно из их самых популярных применений! Благодаря огромному усилию сжатия и острым насечкам на губках, они способны мертвой хваткой вцепиться в поврежденную головку болта или гайки и сорвать даже самый неподатливый крепеж.
Почему некоторые клещи покрыты медью или никелем? Это делается для защиты от коррозии и, что особенно важно для сварщиков, для предотвращения прилипания сварочных брызг. Гладкое покрытие позволяет легко очищать инструмент от окалины.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«За годы работы я видел много зажимных клещей, которые выходили из строя после месяца активной работы. И причина почти всегда одна — износ зубьев на губках. У дешевых моделей зубья либо не закалены вовсе, либо закалены поверхностно. Они очень быстро "слизываются", и клещи перестают надежно держать деталь, особенно если речь идет о каленом болте.
При тестировании в E-1 я всегда провожу "тест напильником" — провожу по зубьям качественным надфилем. На правильно закаленных губках напильник будет скользить, не оставляя следа. Модели, которые получают у нас статус «Хит Продаж», — это те, которые прошли этот простой, но очень показательный тест. Я уверенно рекомендую начинать выбор именно с них, потому что их "хватка" — это то, в чем можно быть уверенным на 100%».