Набор профессиональных слесарных напильников, предназначенный для чистовой и финишной обработки заготовок из различных металлов. Инструменты изготовлены из легированной инструментальной **стали Т8** с твердостью **55 HRC**, что обеспечивает оптимальное сочетание износостойкости и вязкости для точных работ.
Преимущества набора и его состав
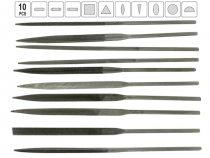
Основное преимущество комплекта — его специализация на **точных работах**. В отличие от универсальных наборов, здесь все 5 напильников имеют **мелкую насечку** (13 насечек на 1 см), что идеально для финишной доводки. Набор из пяти самых востребованных форм позволяет выполнять практически любые операции по подгонке деталей, снятию фасок и обработке сложных профилей. Это избавляет от необходимости покупать каждый инструмент по отдельности.
Применение форм и особенности длины
Длина рабочей части **200 мм** является "золотым стандартом" для слесарных работ в мастерской. Она обеспечивает превосходный контроль над инструментом, что критически важно для точной работы, и в то же время имеет достаточный рабочий ход для производительности. Каждая форма предназначена для своих задач:
• **Плоский:** Финишное опиливание ровных поверхностей, снятие мелких заусенцев.
• **Квадратный:** Обработка прямоугольных пазов, шлицев и канавок шириной до 7,5 мм.
• **Трехгранный:** Доводка внутренних углов (от 60°), заточка режущих кромок.
• **Круглый:** Калибровка и чистовая обработка круглых отверстий диаметром до 7,5 мм.
• **Полукруглый:** Работа с вогнутыми поверхностями и профилями сложной формы.
Особенности насечки и техника работы
Мелкая одинарная насечка** — ключевое преимущество этого набора. Она предназначена не для грубого съема металла, а для **чистовой обработки**. С ее помощью достигается высокое качество поверхности с минимальной шероховатостью. Примеры использования: лекальные работы, подгонка деталей пресс-форм, удаление рисок после более грубой обработки, финишная обработка кромок. При работе оптимальный угол атаки для плоских напильников составляет **около 30-40°** к направлению движения. Это обеспечивает плавное резание и чистоту поверхности.
Эргономика и уход за инструментом
Рукоятки имеют эргономичную двухкомпонентную конструкцию. Прочный пластиковый сердечник надежно зафиксирован на хвостовике, а внешнее покрытие из мягкого эластомера **предотвращает скольжение в ладони** и снижает утомляемость при длительной работе. Для долгой службы напильники необходимо регулярно **очищать от стружки металлической щеткой (кардощеткой)**. Хранить их следует в сухом месте, желательно в ложементе или отдельно друг от друга, чтобы избежать повреждения и затупления насечек.
Технические характеристики
• Количество в наборе: 5 шт.
• Длина рабочей части (номинальная): 200 мм
• Материал: Инструментальная сталь Т8
• Твердость: 55 HRC
• Тип насечки: мелкая (13 насечек/см)
• Размеры профилей (Длина x Ширина x Толщина):
• • Плоский: 180 х 20 х 4,5 мм
• • Полукруглый: 177 х 20,5 х 6 мм
• • Круглый: 185 х 7,5 (диаметр) мм
• • Квадратный: 185 х 7,5 х 7 мм
• • Треугольный: 175 х 13 х 11,5 мм
Преимущества и особенности
• Комплект для точных и финишных работ по металлу
• Мелкая насечка для высокого качества поверхности
• Изготовлены из инструментальной стали Т8
• Эргономичные двухкомпонентные рукоятки не скользят в руке
• Пять самых востребованных форм в одном наборе
• Оптимальная длина 200 мм для контроля и точности