Технические характеристики:
Напряжение питающей сети: 220 вольт.
Потребляемая мощность: 60 ватт.
Скорость вращения: 5000 оборотов в минуту.
Угол заточки: от 0 до 60°.
Диаметр затачиваемого вольфрамового электрода: 1,6 / 2,0 / 2,4 / 3,0 / 3,2 / 4,0 /5,0 мм.
Диаметр алмазного диска: 90 мм.
Параметры заточного диска: D90*8H*15X*2U*8T.
Максимальная длина электрода: 175 мм.
Минимальная длина электрода: 40 мм.
Габаритные размеры: 230 х 160 х 190 мм.
Вес: 4 кг.
Отличительные особенности TIG Expert:
Комплект цанг для заточки вольфрамовых электродов разных диаметров.
Минимальная длина затачиваемого вольфрама всего 40 мм.
Смотровое быстросъемное окно для визуальной оценки процесса и удаления отходов.
Очень малое стачивание кончика, что позволяет выполнять заточку до 200 раз.
Подбор угла заточки, благодаря шкале нанесенной на корпус.
Удобный стальной держатель для безопасной работы.
Заточка выполняется на алмазном мелкозернистом диске твердость которого выше вольфрама.
Риски от диска получаются вдоль оси электрода, что позволяет дуге работать прямо, оставаясь стабильной и концентрированной.
Описание модели:
Особенности конструкции и подготовка к эксплуатации станка заточки вольфрама для аргонной TIG сварки.
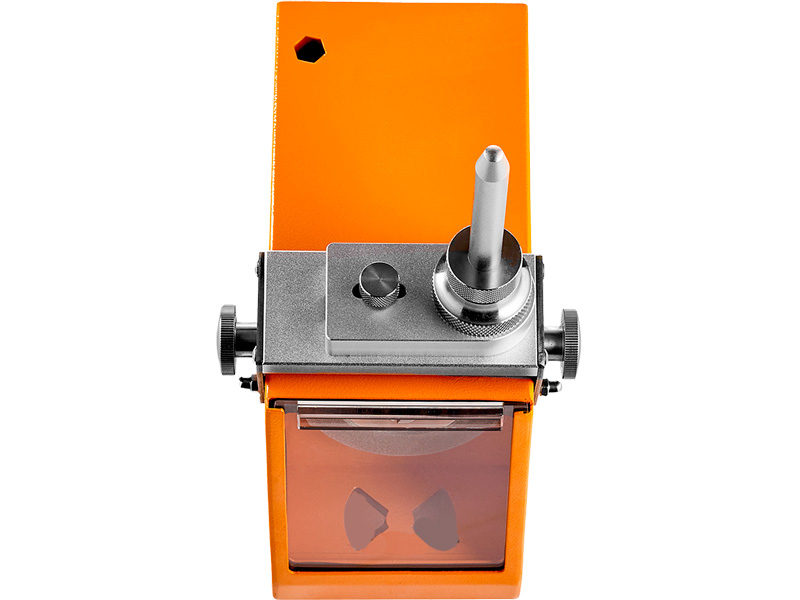
На задней панели станка расположена кнопка включения питания.
В передней части размещен алмазный диск диаметром 90 мм закрытый для безопасности прозрачным стеклом на барашках. Под диском установлен контейнер для сбора отходов обработки.
Через смотровое стекло оператору удобно наблюдать за процессом заточки вольфрамового электрода.
В комплекте с машинкой поставляется набор разрезных зажимных цанг от 1 до 5 мм и держатель электродов.
Держатель разбирается на 4 части:
каппа, как в аргоновой горелке, где размещается вольфрам длиной до 175 мм,
стальной корпус с накаткой для лучшего удержания,
гайка и установленная внутри нее цанга.
Электрод, с соответствующей цангой, устанавливается в держатель.
Величина вылета вольфрама регулируется двумя рисками, нанесенными на верхнюю наклоняемую подставку. При упирании гайки держателя в торец подставки электрод должен находиться между двух рисок.
Угол заточки выставляется положением концевика подставки напротив требуемого угла (шкала нанесена на одной из боковин корпуса машинки).
Положение фиксируется двумя зажимными барашками.
Страховая гайка, расположенная в верхней части станка, выкручивается в верхнее положение. В нее вставляется держатель вольфрама.
После включения сетевого переключателя начинают закручивание страховой гайки. Вольфрам, опускаясь, контактирует с алмазным диском и происходит процесс заточки. Скорость опускания и вращение держателя электрода регулируется индивидуально.




































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}