Технічні характеристики:
Напруга мережі живлення: 220 вольт.
Потужність: 60 ват.
Швидкість обертання: 5000 обертів за хвилину.
Кут заточування: від 0 до 60 °.
Діаметр заточуваного вольфрамового електрода: 1,6/2,0/2,4/3,0/3,2/4,0/5,0 мм.
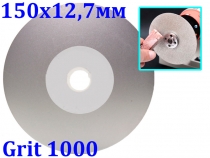
Діаметр алмазного диска: 90 мм.
Параметри заточувального диска: D90*8H*15X*2U*8T.
Максимальна довжина електрода 175 мм.
Мінімальна довжина електрода: 40 мм.
Габаритні розміри: 230 х 160 х 190 мм.
Вага 4 кг.
Відмітні особливості TIG Expert:
Комплект цанг для заточування вольфрамових електродів різних діаметрів.
Мінімальна довжина вольфраму, що заточується, всього 40 мм.
Оглядове швидкознімне вікно для візуальної оцінки процесу та видалення відходів.
Дуже мале сточування кінчика, що дозволяє виконувати заточування до 200 разів.
Підбір кута заточування завдяки шкалі нанесеної на корпус.
Зручний сталевий утримувач для безпечної роботи.
Заточування виконується на алмазному дрібнозернистому диску, твердість якого вище вольфраму.
Ризики від диска виходять уздовж осі електрода, що дозволяє дузі працювати прямо, залишаючись стабільною та концентрованою.
Опис моделі:
Особливості конструкції та підготовка до експлуатації верстата заточування вольфраму для аргонного TIG зварювання.
На задній панелі верстата розташована кнопка живлення.
У передній частині розміщений алмазний диск діаметром 90 мм, закритий для безпеки прозорим склом на баранчиках. Під диском встановлений контейнер для збирання відходів обробки.
Через оглядове скло оператору зручно спостерігати за процесом заточування вольфрамового електрода.
У комплекті з машинкою постачається набір розрізних затискних цангів від 1 до 5 мм і тримач електродів.
Утримувач розбирається на 4 частини:
каппа, як у аргоновому пальнику, де розміщується вольфрам довжиною до 175 мм,
сталевий корпус з накаткою для кращого утримання,
гайка та встановлена всередині неї цанга.
Електрод, з відповідною цангою, встановлюється у тримач.
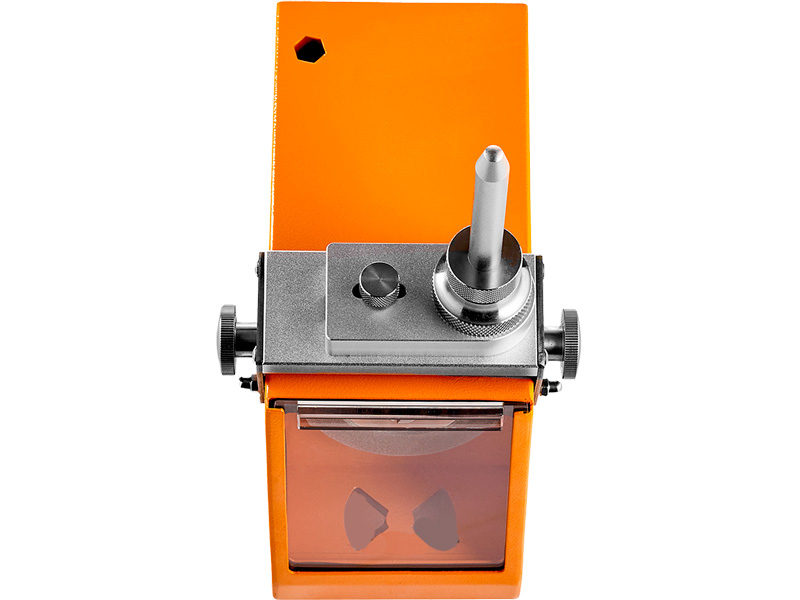
Величина вильоту вольфраму регулюється двома ризиками, нанесеними на верхню підставку, що нахиляється. При упиранні гайки тримача в торець підставки електрод повинен перебувати між двома рисками.
Кут заточування виставляється положенням кінцевика підставки навпроти необхідного кута (шкала нанесена на одній із боковин корпусу машини).
Положення фіксується двома затискними баранчиками.
Страхова гайка, розташована у верхній частині верстата, викручується у верхнє положення. У неї вставляється утримувач вольфраму.
Після включення перемикача мережі починають закручування страхової гайки. Вольфрам, опускаючись, контактує з алмазним диском і відбувається процес заточування. Швидкість опускання та обертання тримача електрода регулюється індивідуально.






































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}