(098) 264-97-87
Сварочные зажимы массы
























Качество сварного шва зависит не только от мастерства сварщика и мощности аппарата, но и от такой, казалось бы, простой детали, как зажим массы. Ненадежный контакт с заготовкой — это одна из главных причин нестабильной дуги, перегрева кабеля, потерь мощности и, в конечном счете, плохого результата. Именно поэтому выбор правильной «массы» — это не мелочь, а важный шаг к качественной и безопасной работе.
Чтобы вы могли легко подобрать оптимальный вариант для своих задач, давайте разберемся в основных типах зажимов и их особенностях.
Основные типы зажимов массы: какой выбрать?
Все зажимы решают одну задачу — создают надежное соединение «минусового» кабеля с деталью. Но делают они это по-разному, и каждый тип имеет свою область применения.
- Зажимы-прищепки («крокодилы»). Самый популярный и универсальный тип. Благодаря мощной пружине они быстро и удобно крепятся к листам, трубам и профилям. Идеальны для большинства повседневных задач в мастерской и на монтаже.
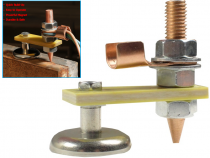
- Винтовые (струбцинного типа). Обеспечивают максимально сильный и надежный прижим за счет винтового механизма. Это лучший выбор для работы с высокими токами (300А и выше), для стационарных постов и сварки массивных, ответственных конструкций.
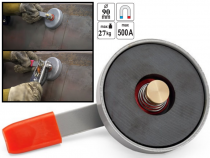
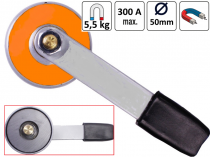
- Магнитные зажимы. Незаменимы при работе с крупногабаритными деталями, трубами большого диаметра и в местах, где невозможно зацепиться «прищепкой». Мощный магнит обеспечивает мгновенную фиксацию на любой ровной стальной поверхности.
- Латунные зажимы. Как правило, это литые «прищепки» или струбцины, полностью изготовленные из латуни. Этот сплав обладает гораздо лучшей электропроводностью, чем сталь, поэтому такие зажимы меньше греются и обеспечивают минимальные потери тока. Это выбор профессионалов для интенсивной работы.
Как подобрать зажим по токовой нагрузке?
Это ключевой параметр безопасности и эффективности. Правило простое: номинальный ток зажима должен быть равен или больше максимального тока вашего сварочного аппарата. Например, для инвертора на 200А подойдет зажим на 250-300А, а для мощного полуавтомата на 450А нужен зажим на 500-600А. Использование зажима с меньшим номиналом приведет к его сильному перегреву, оплавлению и выходу из строя.
Качество контакта — залог качества шва
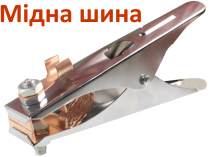
Мы в E-1 понимаем, что надежность зажима кроется в деталях. Поэтому мы тщательно проверяем все поступающие модели. Модели со статусом «Хит Продаж» — это зажимы с мощной, не прослабленной пружиной, наличием гибкой медной шины между губками (чтобы ток не шел через пружину) и качественными контактными поверхностями. Выбирая их, вы получаете изделие, которое обеспечит стабильный контакт на протяжении всего срока службы.
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«За годы работы я видел сотни расплавленных зажимов. И в 90% случаев причина одна — попытка зацепиться за ржавую, окрашенную или грязную поверхность. Люди думают, что мощная пружина «прокусит» грязь, но это не так. Контакт получается точечный, с огромным сопротивлением, он тут же начинает искрить и греться. Вот мой главный совет, который сэкономит вам нервы и деньги: всегда зачищайте место контакта до голого металла! Пятачок размером с монету, обработанный болгаркой или щеткой, — это все, что нужно для идеального контакта. Этот простой шаг улучшит стабильность дуги лучше, чем любые настройки на аппарате. Проверено лично».