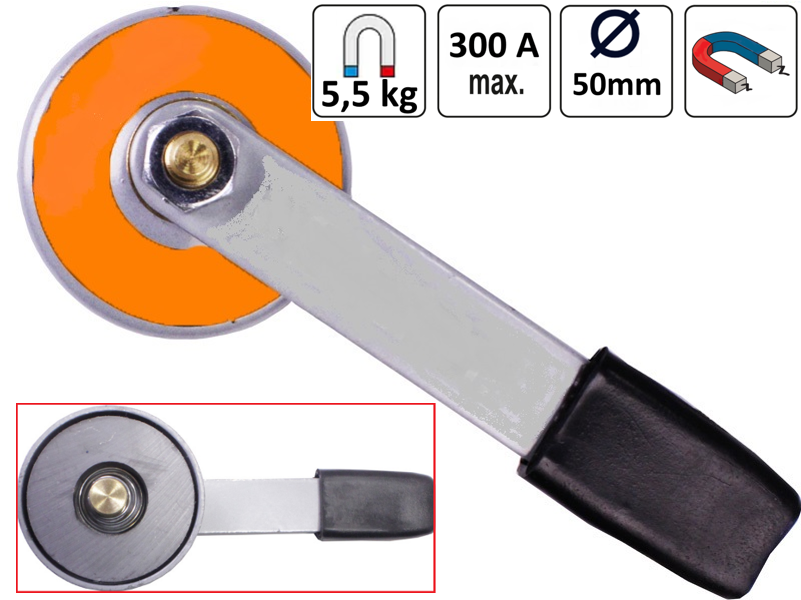
Технические характеристики:
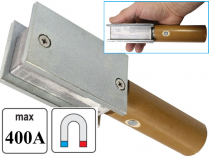
Максимальный сварочный ток: 300 ампер.
Диаметр клеммы: 5 см.
Сила притяжения: 5 кг.
Основа конструкции: магнит в стальном корпусе с шпилькой и ручкой.
Кабель для присоединения: от 10 до 35 мм² (через стандартную клемму).
Плюсы, минусы и основные виды магнитных масс.
Существует несколько различных типов сварочных масс, каждый из которых обладает определенными преимуществами.
“Прищепка” или “крокодил”.
Это самая дешевая и довольно удобная конструкция состоящая из двух штампованных стальных или литых латунных половинок, соединенных посредине. Может фиксироваться только с торца листа или полки профиля, а также захватывать губками трубы диаметром до 25-45 мм.
Винтовой.
Тяжелый, массивный, латунный и самый дорогой.
Создает надежный контакт потому, что сварщик может контролировать силу прижатия, вращая ходовой винт. Одеть на заготовку его можно также только с торца.
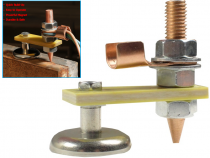
Магнитная масса для сварки.
Представляет из себя кольцо из ферритового магнита установленного в стальной корпус.
Через кольцо проходит латунная шпилька к которой крепится сварочный кабель.
На один ее конец надета пружина.
Пружина действует на разжимание и шпилька, с расширением на конце, выступает за пределы магнита.
Это сделано для того, что при любых условиях оставался контакт с заготовкой.
Роль магнита сводится только к созданию прижимающего усилия.
Несколько характерных примеров использования.
Теперь, перед тем как рассказать про магнитные массы для сварочных работ давайте рассмотрим несколько типичных вариантов их применения.
Выполняется сварка крыши автомобиля и только на ней есть место с “голым” металлом, очищенным от краски. На пространстве площадью больше 1 квадратного металла нет выступающих частей для захвата винтовым зажимом или “прищепкой”.
Ремонт эстакады трубопровода.
Диаметр трубы больше 63 мм.
Не один зажим не сможет так широко раскрыть зев с зажимными губками, поможет только магнитная масса.
Выполняется ремонт технологического оборудования и контакт массы должен быть как можно ближе к месту сварки.
Есть два варианта как поступить.
Приварить закладную деталь, на нее надеть прищепку, затем деталь срезать, а место сварки зачистить болгаркой.
Или прислонить в любом месте магнитную массу.
Можно привести сотни подобных примеров.
А есть ли недостатки у этого типа? Или он самый лучший?
Конструкция, где захват происходит не за счет сжимающего или стягивающего усилия, а магнитных свойств не работает на алюминии и немагнитной нержавейке аустенитного класса.
При эксплуатации к ее поверхности будут притягиваться весь мелкий мусор:, ржавчина, остатки после резки и шлифовки, металлическая пыль.
К моделям с небольшим диаметром магнитов нежелательно подсоединять сварочный кабель большого сечения при фиксации на вертикальных поверхностях.
Удерживающей силы зажима не хватит и, под весом кабеля, он будет съезжать вниз.
Существуют ли какие-то особенности использования магнитных масс?
Да, старайтесь устанавливать ее на отдалении 30-50 см от места возбуждения сварочной дуги, чтобы образующееся тепло не снижало магнитные свойства.
Кроме этого слишком близкое расположение может подтягивать расплавленный металл в сторону искажая формирование шва.
Стандартные зажимы нуждаются в чистой площадке в месте контакта с губками.
Если его не будет, то после сварки образуются следы подгорания на поверхности.
Несмотря на то, что магнитный зажим отлично “липнет” к ржавой и окрашенной поверхности контактную площадку для него также нужно чистить.
Когда лучше всего использовать сварочный заземляющий магнит.
Когда форма, размер или положение свариваемого объекта затрудняют зацепление за него стандартного зажима массы.
Когда старая масса вашего инвертора изношена и нуждается в замене.
Когда мастер работает на небольшом сварочном столе и лучшее место для фиксации зажима (где он не будет мешать) это поверхность стола снизу.








































































{kind=link}