Якість зварного шва залежить не тільки від майстерності зварювальника та потужності апарату, але й від такої, здавалося б, простої деталі, як затискач маси. Ненадійний контакт із заготовкою — це одна з головних причин нестабільної дуги, перегріву кабелю, втрат потужності і, зрештою, поганого результату. Саме тому вибір правильної «маси» — це не дрібниця, а важливий крок до якісної та безпечної роботи.
Щоб ви могли легко підібрати оптимальний варіант для своїх завдань, давайте розберемося в основних типах затискачів та їх особливостях.
Основні типи затискачів маси: який обрати?
Усі затискачі вирішують одне завдання — створюють надійне з'єднання «мінусового» кабелю з деталлю. Але роблять вони це по-різному, і кожен тип має свою сферу застосування.
Затискачі-прищіпки («крокодили»). Найпопулярніший та універсальний тип. Завдяки потужній пружині вони швидко та зручно кріпляться до листів, труб та профілів. Ідеальні для більшості повсякденних завдань у майстерні та на монтажі.
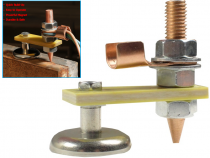
Гвинтові (струбцинного типу). Забезпечують максимально сильний та надійний притиск за рахунок гвинтового механізму. Це найкращий вибір для роботи з високими струмами (300А і вище), для стаціонарних постів та зварювання масивних, відповідальних конструкцій.
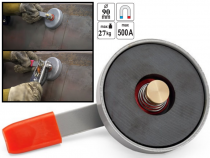
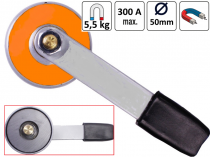
Магнітні затискачі. Незамінні при роботі з великогабаритними деталями, трубами великого діаметру та в місцях, де неможливо зачепитися «прищіпкою». Потужний магніт забезпечує миттєву фіксацію на будь-якій рівній сталевій поверхні.
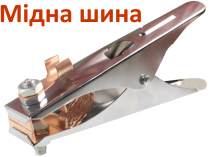
Латунні затискачі. Як правило, це литі «прищіпки» або струбцини, повністю виготовлені з латуні. Цей сплав має набагато кращу електропровідність, ніж сталь, тому такі затискачі менше гріються та забезпечують мінімальні втрати струму. Це вибір професіоналів для інтенсивної роботи.
Як підібрати затискач за струмовим навантаженням?
Це ключовий параметр безпеки та ефективності. Правило просте: номінальний струм затискача має бути рівним або більшим за максимальний струм вашого зварювального апарату. Наприклад, для інвертора на 200А підійде затискач на 250-300А, а для потужного напівавтомата на 450А потрібен затискач на 500-600А. Використання затискача з меншим номіналом призведе до його сильного перегріву, оплавлення та виходу з ладу.
Якість контакту — запорука якості шва
Ми в E-1 розуміємо, що надійність затискача криється в деталях. Тому ми ретельно перевіряємо всі моделі, що надходять. Моделі зі статусом «Хіт Продажів» — це затискачі з потужною, не ослабленою пружиною, наявністю гнучкої мідної шини між губками (щоб струм не йшов через пружину) та якісними контактними поверхнями. Вибираючи їх, ви отримуєте виріб, який забезпечить стабільний контакт протягом усього терміну служби.
Рекомендація від нашого експерта
Іштван Сабо, наш провідний тестувальник товару та фахівець з інструменту з 26-річним стажем:
«За роки роботи я бачив сотні розплавлених затискачів. І в 90% випадків причина одна — спроба зачепитися за іржаву, пофарбовану або брудну поверхню. Люди думають, що потужна пружина «прокусить» бруд, але це не так. Контакт виходить точковий, з величезним опором, він одразу починає іскрити та грітися. Ось моя головна порада, яка заощадить вам нерви та гроші: завжди зачищайте місце контакту до голого металу! П'ятачок розміром з монету, оброблений болгаркою або щіткою, — це все, що потрібно для ідеального контакту. Цей простий крок покращить стабільність вашої дуги краще, ніж будь-які налаштування на апараті. Перевірено особисто».