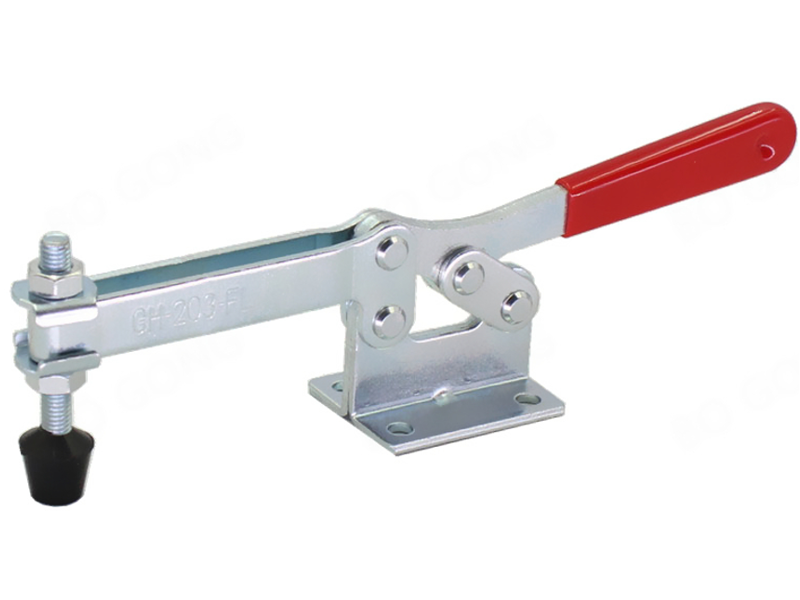
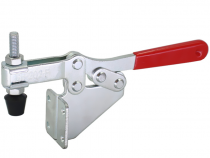
При серийном изготовлении деталей, будь то сверление, сварка или фрезеровка, использование обычных винтовых струбцин отнимает слишком много времени. Каждую заготовку приходится долго закручивать и раскручивать. Рычажный прижим — это промышленный стандарт для быстрой и надежной фиксации, позволяющий закрепить или освободить деталь одним движением руки. Модель GH-203-FL — это мощный горизонтальный прижим, созданный для профессиональной оснастки и самых ответственных задач.
Принцип действия и отличие от вертикальных прижимов
Рычажные (или шарнирные) прижимы работают по принципу коленно-рычажного механизма. При опускании рукоятки система рычагов проходит "мертвую точку" и самоблокируется, создавая огромное усилие на прижимном винте. Это позволяет мгновенно и очень сильно зафиксировать деталь. Главное отличие горизонтального прижима от вертикального заключается в положении рукоятки в зажатом состоянии:
- У вертикального прижима рукоятка в зажатом положении смотрит вверх. Это удобно, когда доступ к заготовке нужен сбоку.
- У этого, горизонтального прижима, рукоятка в зажатом положении ложится параллельно столу. Это его ключевое преимущество: над зажатой деталью остается полностью свободное пространство, что позволяет беспрепятственно работать инструментом (фрезером, дрелью) по всей ее поверхности.
Инженерные решения для мощности и надежности
Эта модель отличается продуманной конструкцией и высоким запасом прочности, что позволяет использовать ее в самых нагруженных операциях.
- Колоссальная сила удержания 227 кг. Этот прижим способен создавать усилие, достаточное для надежной фиксации заготовок даже при самых интенсивных операциях, таких как фрезеровка или силовое сверление, полностью исключая вибрации и смещение детали.
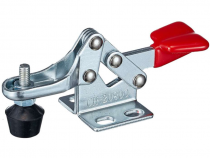
- Низкопрофильная горизонтальная фиксация. В зажатом состоянии рукоятка расположена низко и параллельно рабочей поверхности. Это не только экономит место, но и является главным требованием безопасности и удобства при работе на станках, где инструмент движется над заготовкой.
- Прочная стальная конструкция. Прижим изготовлен из толстой горячекатаной стали с цинковым покрытием. Он не деформируется под нагрузкой, не боится ударов и надежно защищен от коррозии, что гарантирует долгий срок службы в условиях мастерской.
- Быстрая настройка под любую толщину. Прижимной винт с резьбой М8 и резиновым наконечником позволяет легко и быстро отрегулировать высоту зажима под заготовки разной толщины, а мягкий наконечник защищает деталь от повреждений.
Примеры использования в реальной работе
Этот прижим — идеальная основа для создания профессиональной производственной оснастки.
- Создание столярных кондукторов (jigs) для серийного сверления отверстий или фрезерования пазов, где требуется быстрая смена заготовок.
- Надежная фиксация металлических деталей на сварочном столе для их точного позиционирования и сварки.
- Построение сборочных приспособлений (fixtures) для склеивания или сборки изделий, требующих жесткой и неподвижной фиксации элементов.
- Использование в качестве штатного быстрозажимного элемента на сверлильных, фрезерных и шлифовальных станках.
Технические характеристики
- Тип: Прижим рычажный, горизонтальный (Toggle Clamp)
- Модель: GH-203-FL
- Сила удержания: 227 кг
- Материал: Горячекатаная сталь
- Покрытие: Цинкование
- Прижимной винт: M8×60 мм с резиновым наконечником
- Угол открытия прижимной части: 85°
- Угол открытия рукоятки: 58°
Вердикт нашего тестировщика
Когда мне нужно сделать не одно, а двадцать одинаковых изделий, я не размечаю каждое. Я трачу час и создаю специальный кондуктор (jig). И основа любого хорошего кондуктора — это правильные, быстрые и мощные прижимы. Эти горизонтальные зажимы — мои фавориты для большинства задач, потому что они не мешают работать инструменту над деталью. И наши тесты это подтвердили: мы собрали простой сверлильный кондуктор. Сначала установили вертикальный прижим. Он отлично держал деталь, но его рукоятка торчала вверх и мешала подвести патрон сверлильного станка близко к краю заготовки. Затем мы установили этот горизонтальный прижим. Он держал деталь так же мощно, но рукоятка легла вдоль стола, полностью освободив рабочее пространство сверху. Для операций, где инструмент движется над деталью, это единственно правильное решение. Делюсь своими наработками: Совет №1 (Правильная установка) — При монтаже прижима на кондуктор, сначала зажмите вашу эталонную деталь. Убедитесь, что в зажатом положении рукоятка находится в удобном для вас месте и не блокирует доступ к другим элементам. Только после этого окончательно прикручивайте основание. Совет №2 (Настройте усилие винтом) — Сила прижима регулируется высотой резинового упора. Если вам нужно просто слегка прижать деталь для склейки, выкрутите винт повыше. Если нужна мертвая хватка для фрезеровки, закрутите его ниже. Найдите свой баланс, чтобы не повредить деталь. Совет №3 (Смазывайте шарниры) — Это простой и очень надежный механизм, но он любит уход. Капля густой смазки во все шарнирные соединения раз в полгода обеспечит плавную работу и продлит срок службы прижима вдвое. Мой вердикт: это не просто струбцина, это элемент профессиональной производственной оснастки. Незаменимый инструмент для создания кондукторов, шаблонов и любых приспособлений для быстрой и серийной работы. Его мощность, скорость и, главное, низкий профиль в зажатом состоянии делают его промышленным стандартом для деревообработки, металлообработки и сварки.