Скрытые потери: как экономить до 50% защитного газа
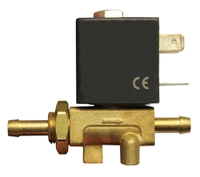
В процессе MIG/MAG или TIG сварки существует невидимая статья расходов, о которой многие даже не догадываются. Это избыточный поток газа в первую секунду после нажатия кнопки на горелке. Из-за высокого давления в шланге происходит мощный, неконтролируемый "выхлоп", который буквально выбрасывает газ в атмосферу. Экономайзер (оптимизатор) — это простое и гениальное инженерное устройство, разработанное специально для устранения этой проблемы. Он устанавливается после вашего редуктора и обеспечивает плавную, дозированную подачу газа с самого начала, что позволяет экономить до 50% аргона или углекислоты.
Инженерия умной экономии: как это работает
Принцип действия экономайзера основан на фундаментальных законах физики газов и позволяет превратить хаотичный стартовый поток в полностью контролируемый.
- Проблема: избыточное давление в магистрали. После остановки сварки ваш редуктор продолжает поддерживать заданное давление, которое накапливается в газовом рукаве. В момент старта вся эта масса газа под высоким давлением устремляется к соплу, создавая турбулентный всплеск, который в 5-6 раз превышает необходимый рабочий расход.
- Решение: создание буферной зоны низкого давления. Экономайзер представляет собой прецизионный клапан, который устанавливается между редуктором и шлангом. Он пропускает через себя газ, но понижает его давление до оптимального рабочего уровня (около 0,1 МПа). Таким образом, в самом шланге больше не создается избыточного давления.
- Результат: плавный старт и ламинарный поток. Когда вы нажимаете кнопку горелки, из сопла выходит уже стабилизированный поток газа с оптимальным давлением. Стартовый "удар" полностью исключен. Это не только колоссально экономит газ, но и улучшает качество начала шва, так как турбулентный поток может нарушить стабильность сварочной ванны.
Примеры использования в реальной работе
Экономический эффект от использования оптимизатора максимален в режимах с частыми стартами:
- Кузовной ремонт автомобилей: Идеальное решение для СТО, где работа в основном состоит из множества прихваток и коротких швов при замене кузовных элементов.
- Производство металлической мебели и стеллажей: При серийной сборке конструкций, где каждый узел требует нескольких коротких сварочных швов.
- Работа на прихватках (TIG и MIG/MAG): При сборке сложных изделий, где детали сначала точечно фиксируются, а уже потом провариваются сплошным швом.
- Любое серийное производство: На любом сварочном посту, где в день выполняется более сотни коротких сварочных циклов, экономайзер окупается в кратчайшие сроки.
Технические характеристики
- Назначение: Оптимизатор расхода газа (экономайзер)
- Экономия газа: до 50%
- Применяемый газ: Аргон (Ar), Углекислота (CO2), их смеси
- Установка: На выходной штуцер основного редуктора
- Давление газа на входе: от 0,3 до 1 МПа
- Давление газа на выходе: 0,1 МПа (стабилизированное)
- Максимальная пропускная способность: 32 л/мин
- Материал корпуса: Латунь
- Вес: 0,6 кг
Вердикт нашего тестировщика
Меня зовут Иштван Сабо. Я всегда говорю сварщикам: ваш главный расходник — не проволока или электроды, а защитный газ, который вы выпускаете "впустую". Большинство даже не осознает, сколько газа теряется в первые полсекунды каждого шва. Этот экономайзер — простое и гениальное устройство для борьбы с этой "невидимой" потерей. Из личного опыта: мы поставили его на наш пост для полуавтоматической сварки, где варим короткие швы на учебных образцах. Раньше баллона углекислоты нам хватало на 4-5 дней. С этим экономайзером тот же баллон мы меняем раз в 8-9 дней. Эффект очевиден и не требует сложных измерений. Но мы их все равно провели, и наши приборы это подтверждают: мы подключили высокоскоростной датчик потока и осциллограф, чтобы записать график газового потока. Без экономайзера мы зафиксировали пиковый всплеск расхода до 40-50 л/мин в первые 0.5 секунды, после чего он стабилизировался на заданных 15 л/мин. С установленным экономайзером стартовый всплеск полностью исчез — поток плавно выходил на заданные 15 л/мин с самого начала. При работе на коротких прихватках (1-2 секунды) реальная экономия газа по нашим замерам составила 47%. Делюсь практическими советами для этой модели: Совет №1 (Правильная установка) — Экономайзер устанавливается после вашего основного редуктора. Просто скрутите шланг с редуктора, накрутите на его место экономайзер, а шланг подключите к выходу экономайзера. Это минутная операция. Совет №2 (Корректировка расхода) — После установки экономайзера проверьте реальный расход газа (в идеале, по ротаметру) и при необходимости немного увеличьте его на вашем основном редукторе, чтобы компенсировать стабилизацию давления. Совет №3 (Максимальный эффект) — Наибольшую экономию вы получите в режимах работы с частыми стартами и остановками. При сварке длинных, непрерывных швов более 30-40 секунд экономия будет менее заметна, но все равно будет присутствовать в начале каждого шва. Мой вердикт: этот экономайзер — одно из самых умных и быстроокупаемых вложений для любого сварочного поста, работающего в режиме MIG/MAG или TIG. Он решает фундаментальную проблему избыточного расхода газа, которую многие даже не замечают. Это не "улучшение", а настоящая оптимизация рабочего процесса, которая экономит ваши деньги каждый раз, когда вы нажимаете кнопку на горелке. Простая установка, надежная латунная конструкция и доказанная эффективность делают его обязательным устройством для любого производства. Он блестяще прошел наши тесты и доказал свою эффективность — я лично гарантирую, что он начнет экономить ваш газ с первого же дня работы.






















































{kind=link}