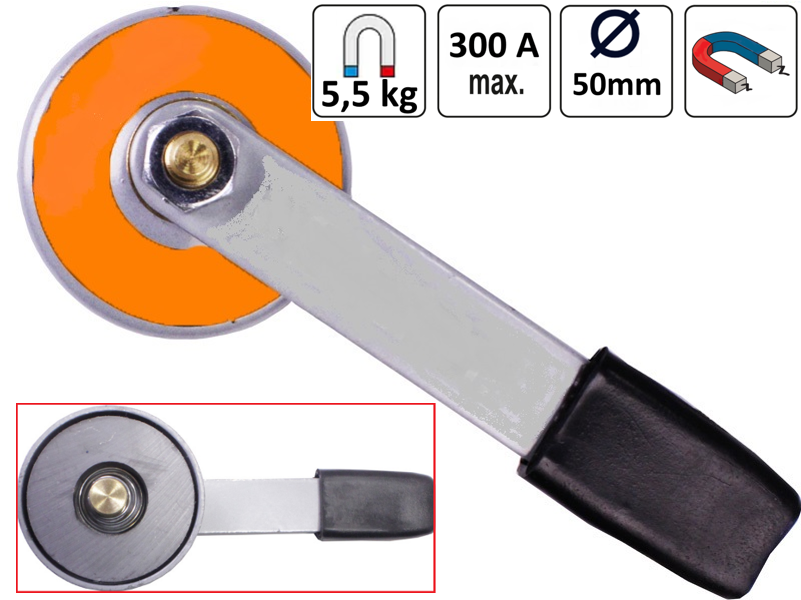
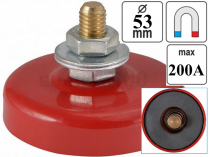
Технічні характеристики:
Максимальний зварювальний струм: 300 ампер.
Діаметр клеми: 5 см.
Сила тяжіння: 5 кг.
Основа конструкції: магніт у сталевому корпусі зі шпилькою та ручкою.
Кабель для приєднання: від 10 до 35 мм² (через стандартну клему).
Плюси, мінуси та основні види магнітних мас.
Існує кілька різних типів зварювальних мас, кожен з яких має певні переваги.
"Прищіпка" або "крокодил".
Це найдешевша і досить зручна конструкція, що складається з двох штампованих сталевих або литих латунних половинок, з'єднаних посередині. Може фіксуватися тільки з торця листа або полиці профілю, а також захоплювати трубами губками діаметром до 25-45 мм.
Гвинтовий.
Тяжкий, масивний, латунний і найдорожчий.
Створює надійний контакт тому, що зварювальник може контролювати силу притискання, обертаючи ходовий гвинт. Одягнути на заготівлю його можна лише з торця.
Магнітна маса для зварювання.
Представляє кільце з феритового магніту встановленого в сталевий корпус.
Через кільце проходить латунна шпилька, до якої кріпиться зварювальний кабель.
На один її кінець одягнена пружина.
Пружина діє на розтискання та шпилька, з розширенням на кінці, виступає за межі магніту.
Це зроблено для того, що за будь-яких умов залишався контакт із заготівлею.
Роль магніту зводиться тільки до створення зусилля, що притискає.
Декілька характерних прикладів використання.
Тепер, перед тим як розповісти про магнітні маси для зварювальних робіт, розглянемо кілька типових варіантів їх застосування.
Виконується зварювання даху автомобіля і тільки на ньому є місце з голим металом, очищеним від фарби. На просторі площею більше 1 квадратного металу немає частин, що виступають для захоплення гвинтовим затиском або "прищіпкою".
Ремонт естакади трубопроводу.
Діаметр труби більше 63 мм.
Не один затискач не зможе так широко розкрити зів із затискними губками, допоможе тільки магнітна маса.
Виконується ремонт технологічного обладнання та контакт маси має бути якомога ближче до місця зварювання.
Є два варіанти, як вчинити.
Приварити заставну деталь, на неї надіти прищіпку, потім зрізати деталь, а місце зварювання зачистити болгаркою.
Або притулити в будь-якому місці магнітну масу.
Можна навести сотні таких прикладів.
А чи є недоліки цього типу? Чи він найкращий?
Конструкція, де захоплення відбувається не за рахунок стискаючого чи стягуючого зусилля, а магнітних властивостей не працює на алюмінію та немагнітній нержавійці аустенітного класу.
При експлуатації до її поверхні будуть притягуватися все дрібне сміття: іржа, залишки після різання та шліфування, металевий пил.
До моделей з невеликим діаметром магнітів небажано під'єднувати кабель зварювання великого перерізу при фіксації на вертикальних поверхнях.
Утримуючої сили затиску не вистачить і під вагою кабелю він з'їжджатиме вниз.
Чи існують якісь особливості використання магнітних мас?
Так, намагайтеся встановлювати її на відстані 30-50 см від місця збудження зварювальної дуги, щоб тепло, що утворюється, не знижувало магнітні властивості.
Крім цього, занадто близьке розташування може підтягувати розплавлений метал у бік спотворюючи формування шва.
Стандартні затискачі потребують чистого майданчика у місці контакту з губками.
Якщо його не буде, то після зварювання утворюються сліди підгоряння на поверхні.
Незважаючи на те, що магнітний затискач відмінно "липне" до іржавої та пофарбованої поверхні, контактний майданчик для нього також потрібно чистити.
Коли найкраще використовувати зварювальний заземлюючий магніт.
Коли форма, розмір або положення об'єкта, що зварюється, ускладнюють зачеплення за нього стандартного затиску маси.
Коли стара маса вашого інвертора зношена і потребує заміни.
Коли майстер працює на невеликому зварювальному столі та краще місце для фіксації затиску (де він не заважатиме) це поверхня столу знизу.









































































{kind=link}