Аргонодуговий пальник — це точний і складний інструмент, що складається з безлічі компонентів. Від постійного впливу високих температур його ключові частини — сопла, цанги, утримувачі — з часом зношуються і потребують заміни. Своєчасне оновлення цих витратних матеріалів для TIG-пальника критично важливе не тільки для стабільної роботи, але і для якості зварного шва, адже від цілісності цих деталей залежить і фіксація електрода, і чистота газового захисту.
У цьому розділі зібрані всі необхідні комплектуючі для обслуговування та ремонту найпопулярніших серій пальників. Давайте розберемося у призначенні кожної деталі.
Анатомія TIG-пальника: розбираємося у витратних матеріалах
Щоб купити запчастини для аргонового пальника, важливо розуміти, яку функцію виконує кожен елемент і як він впливає на зварювальний процес.
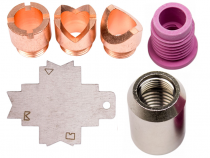
1. Керамічні сопла
Рожева керамічна насадка на кінці пальника. Її головне завдання — сформувати та спрямувати потік захисного аргону точно в зону зварювання. Номер сопла (#4, #5, #6 і т.д.) позначає діаметр його вихідного отвору. Чим вищий струм і ширший шов, тим більший номер сопла потрібен для надійного захисту зварювальної ванни.
2. Цанги
Це змінна розрізна втулка з мідного сплаву, яка встановлюється всередину пальника і відповідає за фіксацію вольфрамового електрода. Діаметр цанги повинен суворо відповідати діаметру електрода (1.6 мм, 2.0 мм, 2.4 мм і т.д.). Неправильно підібрана цанга призведе до поганого контакту, перегріву та нестабільної дуги.
3. Корпуси цанг (Цангоутримувачі)
Деталь, в яку вставляється сама цанга. Корпус цанги вкручується в головку пальника і має бічні отвори, через які аргон проходить з рукоятки в сопло. Це сполучна ланка між пальником та цангою.
4. Капи (ковпачки)
Ковпачок, який накручується на задню частину пальника. При закручуванні він тисне на цангу, змушуючи її пелюстки стискатися та надійно фіксувати вольфрамовий електрод. Бувають трьох розмірів: довгі (для стандартних електродів), середні та короткі (для роботи в обмеженому просторі).
5. Газові лінзи
Це вдосконалений тип корпусу цанги. Усередині газової лінзи встановлено кілька шарів металевої сітки, які вирівнюють турбулентний потік аргону і роблять його ламінарним (прямим та спокійним). Це забезпечує набагато якісніший та ширший газовий захист, дозволяючи збільшити виліт електрода для кращої видимості та працювати в складніших умовах.
Тепер, коли ви знаєте призначення кожної деталі, ви можете впевнено підібрати все необхідне для вашого пальника в нашому каталозі.
Наші стандарти — сумісність та якість
Світ комплектуючих для TIG-зварювання може здатися заплутаним. Тому ми формуємо наш асортимент на основі найпопулярнішого світового стандарту, сумісного з пальниками Abicor Binzel серій WP-17, WP-18 та WP-26. Це гарантує, що наші сопла, цанги та лінзи підійдуть до переважної більшості пальників на ринку. Ми відбираємо продукцію з якісної термостійкої кераміки та електротехнічної міді, щоб забезпечити максимальний термін служби витратних матеріалів.
Часті запитання (FAQ)
Як зрозуміти, що час міняти керамічне сопло? Сопло підлягає заміні, якщо на ньому з'явилися тріщини, сколи на торці або на внутрішній поверхні налипли бризки металу, які не видаляються. Будь-яке пошкодження сопла порушує потік газу та погіршує якість шва.
Чи є витратні матеріали для пальників WP-17, WP-18 та WP-26 взаємозамінними? Так, у більшості випадків. Ці три популярні серії пальників (дві з повітряним та одна з водяним охолодженням) були спроектовані для використання одного й того ж набору витратних матеріалів: сопел, цанг, корпусів та газових лінз. Це значно спрощує підбір запчастин.
Рекомендація від нашого експерта
Іштван Сабо, наш провідний тестувальник товару та фахівець з інструменту з 26-річним стажем:
«Зварювальники купують сопла та цанги, але часто забувають про копійчану деталь, яка є причиною 90% проблем із «брудним» швом — це ізолятор. Маленьке біле термостійке кільце, яке стоїть між головкою пальника та корпусом цанги. З часом від перепадів температур воно тріскається. Ви можете не бачити цю мікротріщину, але через неї буде підсмоктуватися повітря та витікати аргон. У результаті — пори в шві та постійні пошуки причини. При тестуванні комплектуючих я завжди перевіряю якість саме цих ущільнювальних елементів. Пам'ятайте: якщо без видимої причини погіршилася якість шва — насамперед перевірте ізолятор. Свіжий ізолятор з нашого каталогу може заощадити вам години часу та нервів».