Как аккуратно разделить две панели, соединенные точечной сваркой, не повредив при этом нижний лист металла? Эта задача — ежедневная рутина в кузовном ремонте, и попытка решить ее обычным сверлом или зубилом неминуемо ведет к деформации, лишней работе и потере времени. Для такой «хирургической» операции нужен специальный инструмент — сверло для высверливания точечной сварки. Его уникальная конструкция позволяет работать быстро, чисто и с предсказуемым результатом.
Геометрия точности: почему оно не похоже на другие сверла?
Главное отличие этого сверла, которое и делает его незаменимым, — это особая геометрия его наконечника. Обычное сверло предназначено для создания сквозных отверстий, а это — для аккуратного срезания только верхнего слоя металла.
- Центрирующий штифт. Острый наконечник в центре сверла выполняет функцию кернера. Он моментально врезается в неровную поверхность сварной точки и надежно фиксирует сверло, полностью исключая его соскальзывание в начале работы.
- Плоские режущие кромки. В отличие от спиральных лезвий обычного сверла, здесь работают две плоские горизонтальные кромки. Они не «проваливаются» вглубь, а работают как фреза — аккуратно срезают металл по кругу, отделяя верхний лист от нижнего и оставляя после себя ровную неглубокую «лунку».
Преимущество материала: HSS 6542 + TiN
Металл в зоне сварки всегда прочнее и тверже, чем окружающий лист. Для работы с ним нужна особая оснастка.
- Сталь HSS 6542 (Р6М5). Это прочная и износостойкая быстрорежущая сталь, которая отлично выдерживает нагрузки и нагрев, возникающие при сверлении закаленных сваркой участков.
- Покрытие из нитрида титана (TiN). Золотистое покрытие — это не краска, а тончайший слой сверхтвердого материала. Он снижает трение, защищает режущие кромки от перегрева и значительно увеличивает общий ресурс сверла по сравнению с аналогами без покрытия.
Примеры из практики: хирургия листового металла
Это сверло — основной рабочий инструмент в любой мастерской, связанной с обработкой листового металла.
- Кузовной ремонт автомобилей: Замена крыльев, порогов, стоек, дверных панелей и любых других элементов, закрепленных на заводе точечной сваркой.
- Рихтовочные работы: Аккуратное отсоединение части панели для получения доступа к скрытым повреждениям (например, лонжерону) для последующего вытягивания и ремонта.
- Сборка металлоконструкций: Демонтаж или переделка конструкций из листовой стали (корпуса, ящики, кожухи) без повреждения деталей.
- Автомобильный тюнинг и кастомайзинг: Удаление заводских кронштейнов, усилителей или других элементов кузова для установки нестандартных деталей.
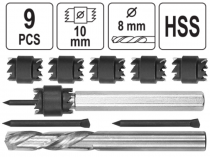
Технические характеристики
- Назначение: Высверливание точек контактной сварки
- Диаметр: 8 мм
- Материал: Быстрорежущая сталь HSS 6542 (Р6М5)
- Покрытие: Нитрид титана (TiN)
- Тип хвостовика: Цилиндрический
- Обрабатываемые материалы: Конструкционная и нержавеющая сталь
Вердикт нашего тестировщика
Меня зовут Иштван Сабо. Для теста я взял фрагмент автомобильного порога — две сваренные между собой панели из стали толщиной 0,8 мм каждая. Задача — высверлить 20 сварных точек подряд и оценить как качество работы, так и состояние сверла. Я установил его в дрель на низкие обороты (около 700 об/мин). Центрирующий штифт вгрызался в каждую точку моментально, без малейшего намека на соскальзывание. Плоские лезвия аккуратно срезали металл вокруг ядра сварки, оставляя ровную круглую канавку. Как только я чувствовал легкий «провал», я останавливался — это означало, что верхний лист пройден. После 20-й точки я проверил режущие кромки под микроскопом — износ был минимальным, золотистое покрытие TiN практически не пострадало. Панели разделились идеально, нижний лист остался абсолютно целым. Обычное сверло после 2-3 таких операций уже бы затупилось и начало «жечь» металл. Вот несколько моих профессиональных советов: Совет №1 (Низкие обороты и без удара) — Это сверло работает только в безударном режиме. Оптимальная скорость для стали — 500-800 об/мин. Высокие обороты приведут к перегреву и быстрому износу даже с TiN покрытием. Совет №2 (Контроль глубины) — Ваша цель — просверлить только верхний лист. Как только стружка изменила вид или вы почувствовали, что сопротивление упало, немедленно останавливайтесь. Это требует небольшой практики, но именно это и сохраняет нижнюю панель. Совет №3 (Используйте смазку) — Капля масла или специальной смазочно-охлаждающей жидкости на каждую точку сварки не только продлит жизнь сверла в 2-3 раза, но и сделает процесс сверления более плавным и быстрым. Мой вердикт: для кузовного ремонта не существует «универсальных» сверл. Попытка высверлить сварку обычным сверлом — это гарантированно испорченная деталь и потерянное время. Это специальное сверло — единственно правильный инструмент для данной задачи. Его геометрия и материалы созданы для одной цели: быстро, чисто и безопасно разделять сварные панели. Наши тесты подтвердили его высокую износостойкость. Для любого СТО или мастера по металлу это не просто оснастка, а залог качественной и профессиональной работы.