Як акуратно розділити дві панелі, з'єднані точковим зварюванням, не пошкодивши при цьому нижній лист металу? Це завдання — щоденна рутина в кузовному ремонті, і спроба вирішити його звичайним свердлом або зубилом неминуче веде до деформації, зайвої роботи та втрати часу. Для такої «хірургічної» операції потрібен спеціальний інструмент — свердло для висвердлювання точкового зварювання. Його унікальна конструкція дозволяє працювати швидко, чисто та з передбачуваним результатом.
Геометрія точності: чому воно не схоже на інші свердла?
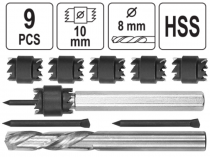
Головна відмінність цього свердла, яка і робить його незамінним, — це особлива геометрія його наконечника. Звичайне свердло призначене для створення наскрізних отворів, а це — для акуратного зрізання тільки верхнього шару металу.
- Центруючий штифт. Гострий наконечник у центрі свердла виконує функцію кернера. Він моментально врізається в нерівну поверхню зварної точки та надійно фіксує свердло, повністю виключаючи його зісковзування на початку роботи.
- Пласкі ріжучі кромки. На відміну від спіральних лез звичайного свердла, тут працюють дві пласкі горизонтальні кромки. Вони не «провалюються» вглиб, а працюють як фреза — акуратно зрізають метал по колу, відокремлюючи верхній лист від нижнього і залишаючи після себе рівну неглибоку «лунку».
Перевага матеріалу: HSS 6542 + TiN
Метал у зоні зварювання завжди міцніший і твердіший, ніж навколишній лист. Для роботи з ним потрібне особливе оснащення.
- Сталь HSS 6542 (Р6М5). Це міцна та зносостійка швидкорізальна сталь, яка відмінно витримує навантаження та нагрівання, що виникають при свердлінні загартованих зварюванням ділянок.
- Покриття з нітриду титану (TiN). Золотисте покриття — це не фарба, а найтонший шар надтвердого матеріалу. Воно знижує тертя, захищає ріжучі кромки від перегріву та значно збільшує загальний ресурс свердла порівняно з аналогами без покриття.
Приклади з практики: хірургія листового металу
Це свердло — основний робочий інструмент у будь-якій майстерні, пов'язаній з обробкою листового металу.
- Кузовний ремонт автомобілів: Заміна крил, порогів, стійок, дверних панелей та будь-яких інших елементів, закріплених на заводі точковим зварюванням.
- Рихтувальні роботи: Акуратне від'єднання частини панелі для отримання доступу до прихованих пошкоджень (наприклад, лонжерону) для подальшого витягування та ремонту.
- Збирання металоконструкцій: Демонтаж або переробка конструкцій з листової сталі (корпуси, ящики, кожухи) без пошкодження деталей.
- Автомобільний тюнінг та кастомайзинг: Видалення заводських кронштейнів, підсилювачів або інших елементів кузова для встановлення нестандартних деталей.
Технічні характеристики
- Призначення: Висвердлювання точок контактного зварювання
- Діаметр: 8 мм
- Матеріал: Швидкорізальна сталь HSS 6542 (Р6М5)
- Покриття: Нітрид титану (TiN)
- Тип хвостовика: Циліндричний
- Оброблювані матеріали: Конструкційна та нержавіюча сталь
Вердикт нашого тестувальника
Мене звати Іштван Сабо. Для тесту я взяв фрагмент автомобільного порогу — дві зварені між собою панелі зі сталі товщиною 0,8 мм кожна. Завдання — висвердлити 20 зварних точок поспіль та оцінити як якість роботи, так і стан свердла. Я встановив його в дриль на низькі оберти (близько 700 об/хв). Центруючий штифт вгризався в кожну точку моментально, без жодного натяку на зісковзування. Пласкі леза акуратно зрізали метал навколо ядра зварювання, залишаючи рівну круглу канавку. Щойно я відчував легкий «провал», я зупинявся — це означало, що верхній лист пройдено. Після 20-ї точки я перевірив ріжучі кромки під мікроскопом — знос був мінімальним, золотисте покриття TiN практично не постраждало. Панелі розділилися ідеально, нижній лист залишився абсолютно цілим. Звичайне свердло після 2-3 таких операцій вже б затупилося і почало «палити» метал. Ось кілька моїх професійних порад: Порада №1 (Низькі оберти і без удару) — Це свердло працює тільки в безударному режимі. Оптимальна швидкість для сталі — 500-800 об/хв. Високі оберти призведуть до перегріву та швидкого зносу навіть з TiN покриттям. Порада №2 (Контроль глибини) — Ваша мета — просвердлити тільки верхній лист. Як тільки стружка змінила вигляд або ви відчули, що опір впав, негайно зупиняйтеся. Це вимагає невеликої практики, але саме це і зберігає нижню панель. Порада №3 (Використовуйте мастило) — Крапля оливи або спеціальної змащувально-охолоджувальної рідини на кожну точку зварювання не тільки продовжить життя свердла в 2-3 рази, але й зробить процес свердління більш плавним та швидким. Мій вердикт: для кузовного ремонту не існує «універсальних» свердел. Спроба висвердлити зварювання звичайним свердлом — це гарантовано зіпсована деталь та втрачений час. Це спеціальне свердло — єдино правильний інструмент для даного завдання. Його геометрія та матеріали створені для однієї мети: швидко, чисто та безпечно розділяти зварні панелі. Наші тести підтвердили його високу зносостійкість. Для будь-якого СТО або майстра по металу це не просто оснащення, а запорука якісної та професійної роботи.