Насадки для гравера (Дремеля): Выбор Экспертов E-1
Гравер, бормашина или Дремель — это настоящий миниатюрный цех в одной руке. Но сам по себе инструмент — лишь мощный и быстрый двигатель. Всю магию творит оснастка. Именно правильно подобранная насадка позволяет этому универсальному инструменту резать закаленную сталь, гравировать стекло, полировать до зеркального блеска ювелирные изделия или вырезать сложнейшие узоры в дереве.
Мир насадок для гравера поистине безграничен, и в нем легко заблудиться. Мы, как эксперты E-1, подготовили для вас путеводитель, сгруппировав всю оснастку по основным задачам. Просто найдите то, что вы хотите сделать, и мы подскажем, какой инструмент для этого нужен.
Как выбрать насадку для гравера? Гид по основным задачам
Забудьте о сложных названиях. Просто определите цель, а мы подберем инструмент.
1. Резка и отрезные работы
Когда нужно что-то отрезать, отделить или прорезать паз.
• Армированные отрезные диски. Это основной расходник для резки металла. Стекловолоконная сетка внутри диска (армирование) защищает его от разрушения. Идеально, чтобы отрезать гвоздь, винт или разрезать тонкий листовой металл.
• Алмазные диски. Предназначены для работы с очень твердыми материалами: стекло, керамика, камень. Незаменимы для точной резки плитки или создания узоров на стекле.
2. Гравировка, фрезерование и резьба
Когда нужно не просто резать, а придавать форму, создавать рельеф.
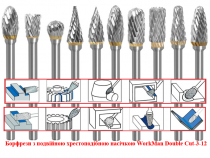
• Твердосплавные боры (борфрезы). Очень твердые и острые насадки для быстрой и агрессивной обработки металла, пластика и дерева. Ими вырезают пазы, снимают кромки и создают сложные формы.
• Алмазные боры. Насадки с алмазным напылением для более тонкой и точной гравировки по металлу, стеклу и камню.
3. Шлифовка, заточка и снятие заусенцев
Это самая большая группа насадок для выравнивания поверхностей и придания им формы.
• Абразивные камни (шарошки). Универсальный инструмент для заточки, шлифовки и снятия заусенцев. Простая шпаргалка по цветам: серые/оранжевые — для стали, зеленые — для камня и цветных металлов, белые/розовые — для закаленной стали.
• Шлифовальные барабаны (гильзы). Сменные наждачные цилиндры для обработки дерева, пластика и снятия краски с больших поверхностей.
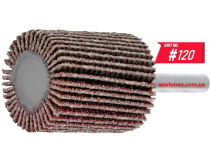
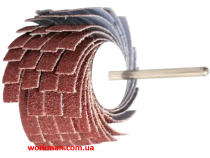
• Лепестковые круги. Идеальны для шлифовки криволинейных и рельефных поверхностей.
4. Очистка и удаление ржавчины
Когда нужно очистить поверхность от старых покрытий, не повредив ее.
• Проволочные щетки. Бывают из жесткой стальной проволоки (для черных металлов) и мягкой латунной (для цветных металлов, не оставляет царапин).
• Нейлоновые щетки. Более деликатный вариант для чистки пластика или дерева.
5. Финишная полировка
Финальный этап, доведение поверхности до идеального блеска.
• Войлочные (фетровые) и муслиновые насадки. Используются вместе с полировальными пастами для полировки металлов, пластика и стекла до зеркального состояния.
Наши стандарты качества
Работа на высоких оборотах не прощает ошибок, поэтому безопасность и надежность оснастки для гравера — наш главный приоритет. Все насадки в каталоге E-1 проходят строгий входной контроль. Мы отбираем продукцию только тех производителей, которые гарантируют качество материалов и прочность конструкции. Вы можете быть уверены, что покупая оснастку у нас, вы получаете инструмент, который будет не только эффективным, но и безопасным.
Часто задаваемые вопросы (FAQ)
Какой диаметр хвостовика самый распространенный? Абсолютное большинство насадок для граверов выпускается со стандартным диаметром хвостовика 3.2 мм. Реже встречается стандарт 2.35 мм, который используется в основном в ювелирном и стоматологическом оборудовании.
Почему отрезной диск разлетелся во время работы? Самая частая причина — боковая нагрузка. Отрезные диски предназначены для реза строго под углом 90 градусов. Любая попытка шлифовать ими или изогнуть диск в пропиле может привести к его разрушению. Всегда работайте в защитных очках!
Рекомендация от нашего эксперта
Иштван Сабо, наш ведущий тестировщик товара и специалист по инструменту с 26-летним стажем:
«За годы работы я протестировал тысячи насадок для граверов. И самая главная, но невидимая для покупателя характеристика — это качество соединения рабочей части с хвостовиком. Особенно это критично для абразивных камней и твердосплавных боров. У дешевой оснастки головка может просто оторваться от ножки на 30 000 оборотах в минуту, что крайне опасно.
При тестировании в E-1 мы проводим выборочные разрушающие тесты: зажимаем хвостовик и прикладываем к головке нормированное боковое усилие, чтобы проверить прочность клеевого или сварного соединения. Модели, которые получают у нас статус «Хит Продаж», — это те, которые с запасом выдерживают эти тесты. Покупая такую оснастку, вы можете быть уверены не только в ее эффективности, но и в своей безопасности. Я уверенно рекомендую начинать выбор именно с этих, проверенных нами, насадок».