Набір професійних слюсарних напилків, призначений для чистової та фінішної обробки заготовок з різних металів. Інструменти виготовлені з легованої інструментальної **сталі Т8** з твердістю **55 HRC**, що забезпечує оптимальне поєднання зносостійкості та в'язкості для точних робіт.
Переваги набору та його склад
Основна перевага комплекту — його спеціалізація на **точних роботах**. На відміну від універсальних наборів, тут усі 5 напилків мають **дрібну насічку** (13 насічок на 1 см), що ідеально для фінішного доведення. Набір з п'яти найбільш затребуваних форм дозволяє виконувати практично будь-які операції з підгонки деталей, зняття фасок та обробки складних профілів. Це позбавляє необхідності купувати кожен інструмент окремо.
Застосування форм та особливості довжини
Довжина робочої частини **200 мм** є "золотим стандартом" для слюсарних робіт у майстерні. Вона забезпечує чудовий контроль над інструментом, що критично важливо для точної роботи, і водночас має достатній робочий хід для продуктивності. Кожна форма призначена для своїх завдань:
• **Плоский:** Фінішне обпилювання рівних поверхонь, зняття дрібних задирок.
• **Квадратний:** Обробка прямокутних пазів, шліців та канавок шириною до 7,5 мм.
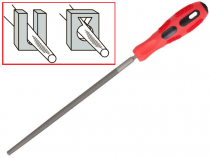
• **Тригранний:** Доведення внутрішніх кутів (від 60°), загострення ріжучих крайок.
• **Круглий:** Калібрування та чистова обробка круглих отворів діаметром до 7,5 мм.
• **Напівкруглий:** Робота з увігнутими поверхнями та профілями складної форми.
Особливості насічки та техніка роботи
Дрібна одинарна насічка** — ключова перевага цього набору. Вона призначена не для грубого знімання металу, а для **чистової обробки**. З її допомогою досягається висока якість поверхні з мінімальною шорсткістю. Приклади використання: лекальні роботи, підгонка деталей прес-форм, видалення рисок після грубшої обробки, фінішна обробка крайок. При роботі оптимальний кут атаки для плоских напилків становить **близько 30-40°** до напрямку руху. Це забезпечує плавне різання та чистоту поверхні.
Ергономіка та догляд за інструментом
Рукоятки мають ергономічну двокомпонентну конструкцію. Міцний пластиковий сердечник надійно зафіксований на хвостовику, а зовнішнє покриття з м'якого еластомеру **запобігає ковзанню в долоні** та знижує стомлюваність при тривалій роботі. Для довгої служби напилки необхідно регулярно **очищати від стружки металевою щіткою (кардощіткою)**. Зберігати їх слід у сухому місці, бажано в ложементі або окремо один від одного, щоб уникнути пошкодження та затуплення насічок.
Технічні характеристики
• Кількість у наборі: 5 шт.
• Довжина робочої частини (номінальна): 200 мм
• Матеріал: Інструментальна сталь Т8
• Твердість: 55 HRC
• Тип насічки: дрібна (13 насічок/см)
• Розміри профілів (Довжина x Ширина x Товщина):
• • Плоский: 180 х 20 х 4,5 мм
• • Напівкруглий: 177 х 20,5 х 6 мм
• • Круглий: 185 х 7,5 (діаметр) мм
• • Квадратний: 185 х 7,5 х 7 мм
• • Трикутний: 175 х 13 х 11,5 мм
Переваги та особливості
• Комплект для точних та фінішних робіт по металу
• Дрібна насічка для високої якості поверхні
• Виготовлені з інструментальної сталі Т8
• Ергономічні двокомпонентні рукоятки не ковзають у руці
• П'ять найбільш затребуваних форм в одному наборі
• Оптимальна довжина 200 мм для контролю та точності