Технические характеристики:
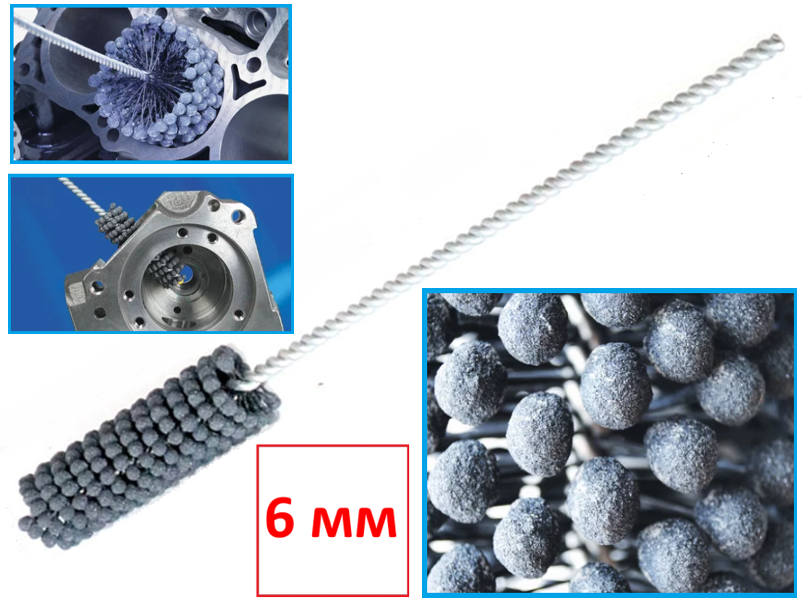
Диаметр рабочей части: 6 мм.
Материал изготовления: абразив на основе карбида кремния.
Зернистость абразива: 240 #.
Длина рабочей части: около 50 мм.
Общая длина: около 200 мм.
Материалы которые можно обрабатывать: углеродистые и нержавеющие стали, чугун.
Назначение: гибкий самоцентрирующийся хонинговальный инструмент служит для обработки входной кромки; окончательной обработки отверстий мягким шлифованием; снятия и удаления заусенцев в пазах, пересекающихся и поперечно просверленных отверстиях через основное; сглаживания переходов поверхностей которые сопрягаются.
Привод: ручной, станочной, с помощью дрели или другого электроинструмента вращательного действия.
Конструкция: инструмент состоит из шариков карбида кремния, каждый из которых имеет независимую подвеску для самоцентрирования в отверстии.
Области применения: ремонт и обслуживание автомобильных двигателей и механизмов; оружие, пневматические, гидравлические и тормозные цилиндры, системы впрыска, запорная арматура, музыкальные и пневматические инструменты.
Названия аналогичных насадок у других брендов: FLEX-HONE и OSBORN NOVOFLEX-B.
Как работать с хонинговальными абразивными щетками:
Диаметр хона должен соответствовать или быть чуть больше диаметра отверстия, которое будет обрабатываться.
Гибкая конструкция ершика даёт возможность абразивным шарикам немного сжаться. а затем распрямиться и плотно прижаться к стенкам отверстия.
Обработка не требует высоких оборотов.
Частота вращения зависит от диаметра инструмента и области применения.
Так для хонов диаметром от 5 до 12 мм она приблизительно составляет 1000-1200 оборотов в минуту, но оптимальный скоростной режим определяется экспериментально.
Вход и выход из отверстия выполняется во вращательном движении и на минимальных оборотах (100-300 оборотов в минуту).
Обработка может производится насухо, но в приоритете использование масла вязкостью SAE 10–30 (или хонинговального масла).
Наилучшие результаты достигаются при вращении инструмента в обоих направлениях последовательно.
Вращение с увеличением оборотов создает перекрестную сетку штрихов.
Для радиусного притупления кромок щетку выводят из заготовки, меняют реверсом направление вращения и вводят опять.
Перекрестная сетка штрихов, которая образуется на поверхности, в дальнейшем, будет эффективно удерживать масляную пленку.
В конце, для удаления отходов обработки и отколовшегося абразива, используют мыльную воду и щетку.
На углеродистых сталях отверстие протирают насухо и смазывают маслом.











{kind=link}
{kind=link}