Технические характеристики:
Цена указана за: 1 кг.
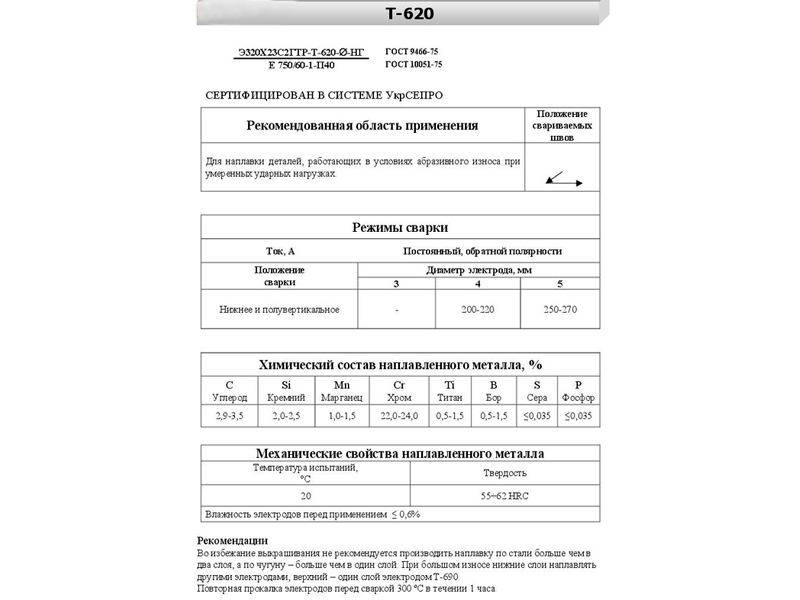
Диаметр электрода: 4 мм.
Химический состав наплавленного металла: углерод: 2,9 - 3,5%, марганец: 1 - 1,5%, кремний: 2 - 2,5%, хром: 22 - 24%, бор: 0,5 - 1,5%, титан: 0.5-1.5%, сера, не более: 0,035%, фосфор, не более: 0,040%.
Коэффициент наплавки: 9 г/Ач.
Расход электродов на 1 кг наплавленного металла: 1,4 кг.
Механические свойства наплавленного металла: твердость НRC 55-62 (без термической обработки после наплавки).
Назначение: для ручной дуговой наплавки деталей, работающих в условиях преимущественно абразивного изнашивания, а также в условиях умеренных ударных нагрузок.
Положение для сварки: нижнее и наклонное.
Сварочный ток: переменный или постоянный прямой полярности.
Особые свойства:
Обеспечивают получение наплавленного металла с высокой износостойкостью в условиях истирания абразивными материалами.
Наплавленный металл имеет склонность к образованию мелких трещин, не снижающих, как правило, эксплуатационную стойкость наплавленных деталей.
Технологические особенности наплавки:
Не рекомендуется, во избежание выкрашивания, производить наплавку стальных деталей более чем в два слоя, а чугунных – в один слой.
Для наплавки больших толщин, нижние слои наплавляют электродами других марок, в зависимости от марки основного металла.
Возможна наплавка ванным способом.
Описание:
Высокая твердость металла, наплавленного электродами Т-620, приобретается за счет введения в состав покрытия, которое наносится на малоуглеродистый стержень; легирующих компонентов в виде феррохрома, ферротитана, ферробора, карбида бора и графита.
При применении Т-620, благодаря большой степени легирования хромом, титаном, бором и углеродом, наплавленный ими металл имеет структуру карбидной эвтектики на основе альфа твердого раствора и большое количество первичных карбидов.
При отсутствии бора наплавленный металл будет иметь аустенитную основу.
Термическая обработка наплавленного такими электродами металла не дает какого-либо практического снижения твердости и его механическая обработка возможна только шлифованием.
С целью снижения склонности к образованию трещин не следует производить наплавку более чем в один-два слоя. Этими электродами можно наплавлять детали из малоуглеродистых, углеродистых, низколегированных и специальных классов стали, а также детали, изготовленные из чугуна.
Наплавку чугуна рекомендуется производить не более, чем в один слой.
Наплавка деталей с большими изношенными поверхностями может привести к значительному их короблению, против чего необходимо принимать соответствующие меры – рассредоточивание по участкам отдельных валиков, применение обратно-ступенчатого метода наплавки, предварительный обратный прогиб детали.
Наплавка электродами Т-620 дает возможность получить значительное упрочнение поверхностей, работающих главным образом на истирание (абразивный износ) с приложением небольших ударных нагрузок, в отличие от электродов Т-590, которые ударных нагрузок не допускают.











































































{kind=link}