Технічні характеристики:
Ціна вказана за: 1 кг.
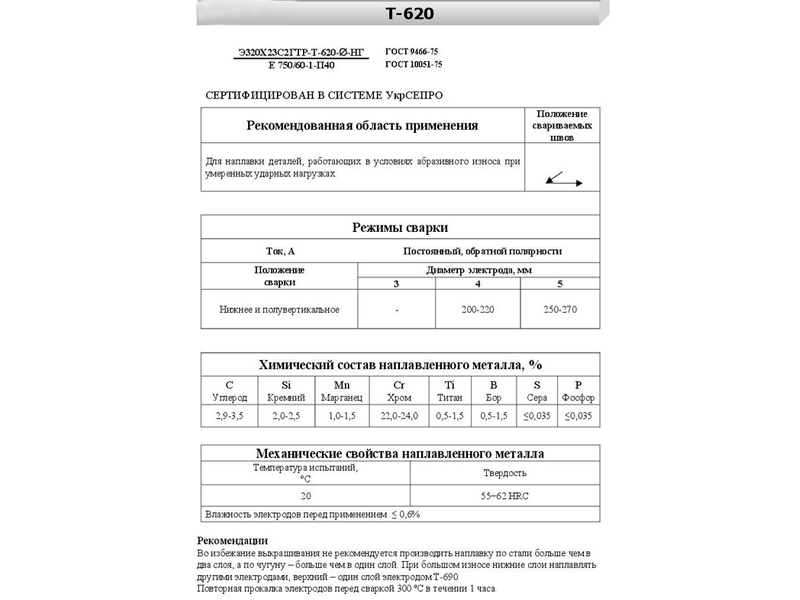
Діаметр електрода: 3 мм.
Хімічний склад наплавленого металу: вуглець: 2,9 - 3,5%, марганець: 1 - 1,5%, кремній: 2 - 2,5%, хром: 22 - 24%, бор: 0,5 - 1,5 %, титан: 0.5-1.5%, сірка, трохи більше: 0,035%, фосфор, трохи більше: 0,040%.
Коефіцієнт наплавлення: 9 г/Ач.
Витрати електродів на 1 кг наплавленого металу: 1,4 кг.
Механічні властивості наплавленого металу: твердість НRC 55-62 (без термічної обробки після наплавлення).
Призначення: для ручного дугового наплавлення деталей, що працюють в умовах абразивного зношування, а також в умовах помірних ударних навантажень.
Положення для зварювання: нижнє та похило.
Зварювальний струм: змінний або постійний прямої полярності.
Особливості:
Забезпечують отримання наплавленого металу з високою зносостійкістю за умов стирання абразивними матеріалами.
Наплавлений метал має схильність до утворення дрібних тріщин, що не знижують, як правило, експлуатаційну стійкість наплавлених деталей.
Технологічні особливості наплавлення:
Не рекомендується, щоб уникнути викрашування, проводити наплавлення сталевих деталей більш ніж у два шари, а чавунних – в один шар.
Для наплавлення великих товщин нижні шари наплавляють електродами інших марок, залежно від марки основного металу.
Можливе наплавлення ванним способом.
Опис:
Висока твердість металу, наплавленого електродами Т-620, набувається за рахунок введення до складу покриття, що наноситься на маловуглецевий стрижень; легуючих компонентів у вигляді ферохрому, феротитану, ферробору, карбіду бору та графіту.
При застосуванні Т-620, завдяки великому ступеню легування хромом, титаном, бором і вуглецем, наплавлений ними метал має структуру карбідної евтектики на основі твердого альфа розчину і велика кількість первинних карбідів.
За відсутності бору наплавлений метал матиме аустенітну основу.
Термічна обробка наплавленого такими електродами металу не дає практичного зниження твердості і його механічна обробка можлива тільки шліфуванням.
З метою зниження схильності до утворення тріщин не слід проводити наплавлення більш ніж один-два шари. Цими електродами можна наплавляти деталі з маловуглецевих, вуглецевих, низьколегованих та спеціальних класів сталі, а також деталі, виготовлені з чавуну.
Наплавлення чавуну рекомендується проводити не більше, ніж в один шар.
Наплавлення деталей з великими зношеними поверхнями може призвести до значного їх жолоблення, проти чого необхідно вживати відповідних заходів - розосередження по ділянках окремих валиків, застосування зворотно-ступінчастого методу наплавлення, попередній зворотний прогин деталі.
Наплавлення електродами Т-620 дає можливість отримати значне зміцнення поверхонь, що працюють головним чином на стирання (абразивне зношування) з додатком невеликих ударних навантажень, на відміну від електродів Т-590, які не допускають ударних навантажень.







































































{kind=link}