Технічна характеристика:
Матеріал виготовлення: алюмінієвий сплав.
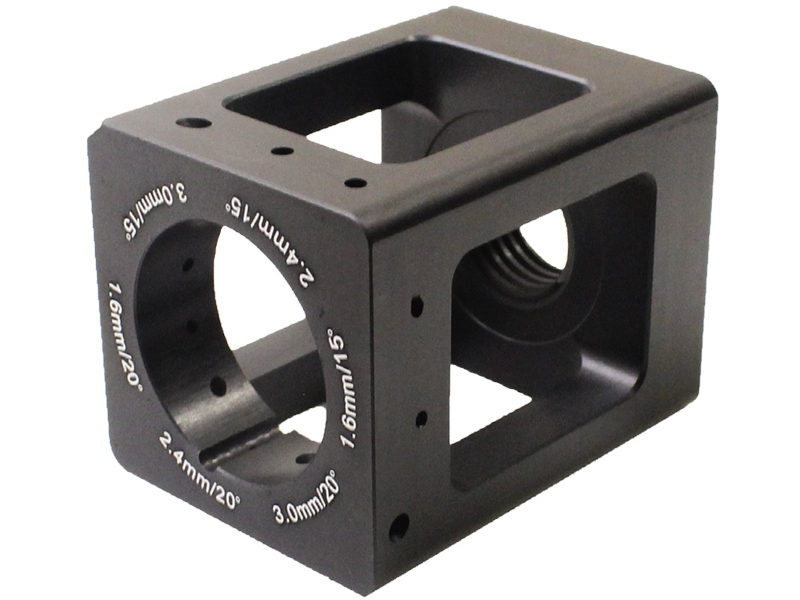
Розмір: 60 х 44 мм.
Кількість отворів для установки різних діаметрів і різних кутів заточування: 12.
Комплектація: стандартна державка для гравера і кілька стандартних алмазних дисків діаметром 25 мм.
Інструмент приводу: електричний гравер (бормашина).
Спосіб фіксації: накручування на різьбу головки гравера.
На зовнішній вигляд і якість зварювального шва впливає не тільки правильний вибір присадки, подачі аргону та інших параметрів зварювання, оброблення крайок, але і то як заточений вольфрамовий електрод. Якщо його кінчик зносився і став тупий, або пористий через вигорання легуючих елементів, його необхідно заточити.
На думку фахівців, найпростіший, але неправильний спосіб відновлення це обробка на абразивному колі точильного верстата.
Для кращого результату зварювання наконечник повинен бути ідеально концентричним, а поверхня заточування ідеально гладкою. Виконати це навіть при дуже стійкому ручному управлінні і, тим більше не на алмазному, а кам'яному колі, не вдасться.
Вольфрам є дуже твердим матеріалом, але поверхня алмазного оснащення ще твердіше, що забезпечує плавну і гладку шліфування. Шліфування за допомогою інших типів кіл призводить до утворення нерівних країв і дефектів, які невидимі неозброєним оком, але будуть знижувати якість шва.
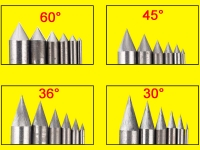
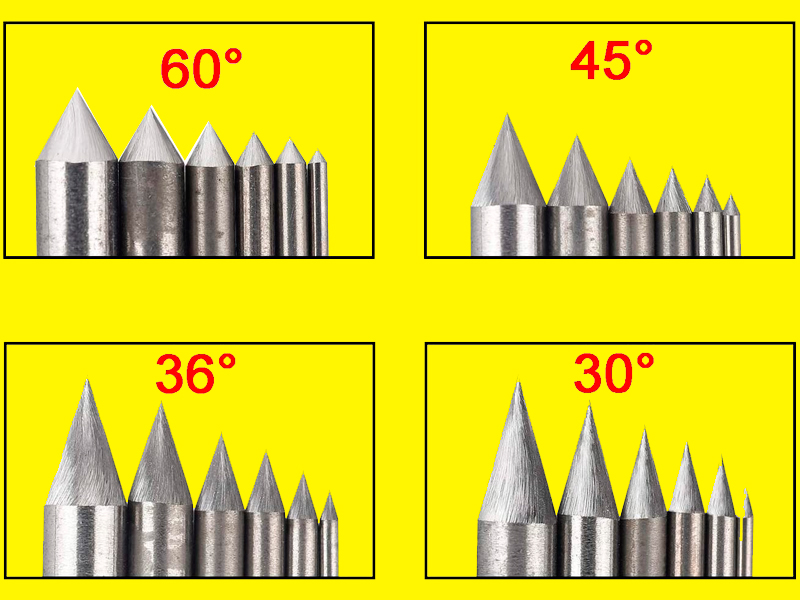
Так само складно вручну контролювати правильний кут загострення і, тим більше, точно виробляти його кожен раз, але ж вибір геометрії впливає на термін служби вольфраму, запалювання і форму дуги, проплавлення зварного шва.
Для ідеальної обробки кожен раз і застосовують машинки для заточування вольфрамових електродів.
Використовувати цей пристрій не складно.
Накрутіть його на головку гравера.
Затисніть в патроні алмазний диск.
Візьміть вольфрамовий електрод і вставте його в одне з отворів, які відрізняються по діаметру і куту атаки (якщо вольфрам не новий і кінчик його забруднений, то попередньо обробіть його на точильному верстаті або відкусіть кінчик).
Увімкніть гравер.
Утримуйте пальцями електрод і під час процесу шліфування регулярно повертайте до тих пір поки опір не перестане відчуватися.
Які переваги використання машинки для заточування вольфрамових електродів.
Правильне поздовжнє шліфування.
Багато зварювальники виконують заточку на точилі неправильними радіальними, а не осьовими рухами, через це електрони, після шліфування, повинні як би "перестрибувати" через сходинки шліфування і дуга починає блукати.
Відполірована до дзеркального блиску на алмазному колі поверхня з дуже дрібними поздовжніми лініями допомагає стабільно виводити електрони в крайню точку вольфраму, для легкого запалювання дуги.
Виключення сторонніх включень.
При роботі на точильному верстаті оснащення використовують для різних цілей і відходи обробки переносяться на вольфрам, а потім потрапляють в зварювальний шов. Пристрій же, завдяки своїй конструкції, не може використовуватися для інших цілей крім заточування вольфраму.
Швидка обробка менш ніж за одну хвилину і дотримання геометричних параметрів.
Пристрій не дозволяє сильно притискати і перепалювати електрод.




































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}