Основна проблема при роботі з обрізаними або пошкодженими різьбовими стрижнями, болтами або арматурою — неможливість накрутити гайку через деформовані перші витки різьби. Дана насадка є спеціалізованим різальним інструментом, який вирішує це завдання механічним шляхом, формуючи ідеальну західну фаску.
Порівняльний аналіз: новий метод проти традиційних
Для відновлення західної частини різьби традиційно використовуються кілька методів, кожен зі своїми недоліками:
• Ручний напилок: Процес вимагає значного часу та високого рівня кваліфікації для формування рівномірної фаски під правильним кутом.
• Кутова шліфувальна машина (болгарка): Метод швидкий, але грубий та небезпечний. Він створює велику кількість іскор, а локальний перегрів може призвести до відпуску металу, знижуючи міцність різьби. Контролювати процес складно.
• Насадка для зняття фаски: Забезпечує найбільш технологічне рішення. Процес займає секунди, формується ідеально рівна конічна поверхня. Робота відбувається без іскор та значного нагрівання, що зберігає структуру металу та підвищує безпеку.
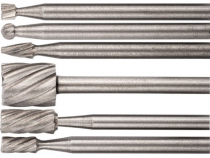
Конструкція та принцип різання
Інструмент є конічною фрезою з декількома ріжучими лезами із загартованої інструментальної сталі. При обертанні ці леза зрізають тонкий шар металу з торця стрижня, формуючи фаску. Процес є різанням, а не абразивною обробкою, що пояснює відсутність іскор. Хвостовик, виконаний у вигляді шестигранника або тригранника, забезпечує надійну фіксацію в патроні дриля або шуруповерта, запобігаючи провертанню під навантаженням.
Протокол експлуатації та робочі параметри
Для досягнення чистого різу та продовження терміну служби насадки важливий правильний режим роботи. Починати слід на низьких обертах (до 100 об/хв), поступово збільшуючи їх до 400 об/хв, але не вище. Осьове зусилля (тиск), що прикладається, повинно бути помірним. Надмірний тиск може призвести до вібрації ("деренчання") та нерівної поверхні. Насадка ефективна для обробки вуглецевої та нержавіючої сталі, кольорових металів (мідь, алюміній, латунь), а також пластиків. Важливо: інструмент не призначений для роботи з високоміцними загартованими сталями або будівельною арматурою.
Діапазон діаметрів та продуктивність
Насадка дозволяє обробляти стрижні, труби та болти в діапазоні діаметрів, обмеженому внутрішнім отвором конуса. Час обробки стандартної сталевої шпильки М10 складає не більше 3-5 секунд.
Технічні характеристики
• Призначення: Зняття зовнішньої фаски, відновлення різьби
• Інструмент приводу: Дриль, шуруповерт
• Оброблювані матеріали: Сталь, нержавіюча сталь, кольорові метали, пластик
• Рекомендовані оберти: до 400 об/хв
• Хвостовик: Шестигранний / тригранний




















































{kind=link}
{kind=link}
{kind=link}
{kind=link}