(098) 264-97-87
Відрізні диски для гравера











Відрізні диски для гравера: Гід з вибору
Одне з найчастіших завдань для гравера (бормашини) — це точне різання. Зрізати заржавілий болт, зробити пропил у пластиковому корпусі, відрізати шматок керамічної плитки або розкроїти листовий метал там, куди не підлізти болгаркою — з усім цим впорається гравер, якщо на нього встановлено правильне оснащення. Відрізні диски перетворюють ваш мультитул на мініатюрну монтажну пилку, здатну на ювелірну роботу.
Однак диски для різання металу, дерева та плитки кардинально відрізняються один від одного за матеріалом та принципом дії. Вибір неправильного диска призведе до його миттєвого руйнування. Давайте розберемося, який диск для якого завдання призначений.
Типи відрізних дисків та їхнє призначення
Усе відрізне оснащення для гравера можна розділити на три великі групи.
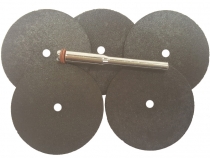
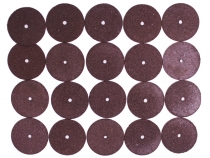
Абразивні диски по металу
Це найпоширеніший і найпопулярніший тип дисків. Вони призначені для різання чорних та кольорових металів: сталевих болтів, цвяхів, саморізів, листового заліза, алюмінієвого профілю тощо. У свою чергу, вони діляться на два види:
• Неармовані: Дуже тонкі диски, які забезпечують швидкий та чистий різ. Однак вони дуже крихкі і можуть зруйнуватися від найменшого бічного зусилля або перекосу.
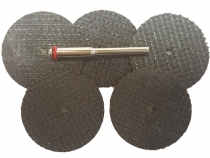
• Армовані: Посилені сіткою зі скловолокна. Вони значно міцніші, довговічніші та безпечніші в роботі. Це стандартний та рекомендований вибір для більшості завдань з різання металу.
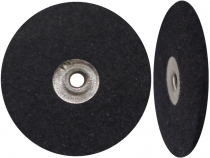
Алмазні диски
Ці диски не ріжуть, а зішліфовують матеріал за допомогою алмазної крихти, нанесеної на сталеву основу. Вони призначені для роботи з твердими та крихкими матеріалами: керамічна плитка, скло, камінь, загартована сталь, текстоліт. Алмазні диски служать у десятки разів довше за абразивні, але ріжуть трохи повільніше.
Пиляльні диски по дереву
Являють собою мініатюрні циркулярні пилки зі швидкорізальної сталі (HSS) з дрібними зубами. Вони призначені виключно для різання м'яких матеріалів: дерева, фанери, ДВП, пластику, ламінату. Використовувати їх для різання металу або каменю категорично заборонено — це призведе до миттєвого зносу зубів і може бути небезпечно.
Тепер ви знаєте все про типи відрізних дисків. Використовуйте ці знання, щоб вибрати ідеальне оснащення для ваших завдань у каталозі вище!
Наші стандарти якості
Робота відрізним диском на швидкості 30 000 об/хв вимагає особливої уваги до якості оснащення. Ми в E-1 ретельно відбираємо диски, перевіряючи якість абразивного зерна, міцність армуючої сітки та надійність алмазного напилення. Моделі зі статусом «Хіт Продажів» — це, як правило, армовані абразивні диски, які показують оптимальне співвідношення швидкості різу, ресурсу і, що найголовніше, безпеки.
Рекомендація від нашого експерта
Іштван Сабо, наш провідний тестувальник товару та фахівець з інструменту з 26-річним стажем:
«За роки роботи я бачив незліченну кількість відрізних дисків, що розлетілися на друзки. У 99% випадків причина одна — бічне навантаження. Запам'ятайте головне правило: відрізний диск призначений для різання тільки своєю кромкою, в строго прямолінійному напрямку. Ніколи не намагайтеся шліфувати або зачищати його пласкою стороною, як пелюстковим кругом. Не згинайте і не повертайте інструмент, коли диск знаходиться в пропилі. Це створює критичну напругу, на яку диск не розрахований. При тестуванні я перевіряю диски на міцність, але навіть найякісніший армований диск з тих, що отримують у нас статус «Хіт Продажів», не витримає бічного навантаження. Працюйте акуратно, без тиску, і ваше оснащення служитиме довго та безпечно».