Професійний набір слюсарних напилків, спеціально підібраний для виконання точних, чистових та фінішних операцій з обробки металу. Інструменти виготовлені з легованої хромистої **сталі 13Х** та загартовані до твердості **62 HRC**, що забезпечує високу зносостійкість ріжучих крайок при роботі з твердими матеріалами.
Переваги набору та його склад
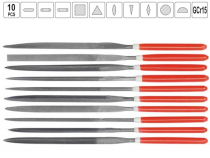
Ключова перевага цього комплекту — його вузька спеціалізація на **фінішних роботах**. Всі три напилки в наборі мають **дрібну насічку №3 (оксамитову)**, призначену для зняття дуже тонкого шару металу та досягнення високої чистоти поверхні. Набір включає три найбільш фундаментальні форми, що дозволяє виконувати широкий спектр точних робіт:
• **Плоский напилок:** для фінішної обробки рівних поверхонь та зняття мікрозадирок.
• **Тригранний напилок:** для обробки гострих кутів, пазів та важкодоступних внутрішніх площин.
• **Круглий напилок:** для доведення круглих отворів та обпилювання увігнутих поверхонь малого радіусу.
Особливості довжини та типу насічки
Довжина робочої частини **200 мм** є оптимальною для точних робіт, де важливий не стільки швидкий знімання, скільки повний контроль над інструментом. Вона забезпечує комфортну роботу без зайвої втоми. **Насічка №3** — це фінішний інструмент. На відміну від грубих насічок (#1, #2), вона практично не залишає видимих рисок та штрихів. Приклади її застосування:
• Лекальні роботи та підгонка деталей прес-форм та штампів.
• Видалення найдрібніших подряпин, що залишилися після обробки особистими напилками (#2).
• Притуплення гострих крайок на відповідальних деталях.
• Підготовка поверхні до полірування.
Ергономіка та техніка роботи
Ергономічна двокомпонентна рукоятка забезпечує надійний та комфортний хват. Внутрішня жорстка частина міцно насаджена на конусоподібний хвостовик, а зовнішнє еластомерне покриття **запобігає ковзанню в долоні** та ефективно гасить вібрації. При роботі фінішними напилками не потрібне велике зусилля. Оптимальний кут атаки для плоского напилка становить **30-40°** до напрямку руху для досягнення максимальної чистоти обробки.
Догляд за інструментом
Для збереження гостроти зубів напилок необхідно регулярно очищати від металевого пилу та стружки. Найкраще для цього підходить **спеціальна металева щітка (кардощітка)**. Не рекомендується мити напилки водою. Зберігати інструменти слід окремо один від одного, щоб їх насічки не терлися і не тупилися.
Технічні характеристики
• Кількість у наборі: 3 шт.
• Довжина робочої частини: 200 мм
• Матеріал: Легована сталь 13Х
• Твердість: 62 HRC
• Тип насічки: №3 (дрібна, оксамитова)
• Форми: Плоска, кругла, тригранна
Переваги та особливості
• Спеціалізований набір для фінішних та лекальних робіт
• Оксамитова насічка №3 для максимальної чистоти поверхні
• Зносостійка хромиста сталь 13Х
• Висока твердість ріжучих крайок 62 HRC
• Ергономічні нековзні рукоятки
• Три основні форми для комплексних завдань
• Оптимальний розмір 200 мм для точного контролю