Технічні характеристики:
Діаметр робочої частини: 8 мм.
Матеріал виготовлення: абразив на основі карбіду кремнію.
Зернистість абразиву: 240 #.
Довжина робочої частини: 50 мм.
Загальна довжина: 200 мм.
Матеріали які можна обробляти: вуглецеві та нержавіючі сталі, чавун.
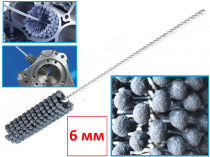
Призначення: гнучкий хонінгувальний інструмент, що самоцентрується, служить для обробки вхідної кромки; остаточної обробки отворів м'яким шліфуванням; зняття та видалення задирок у пазах, що перетинаються та поперечно просвердлених отворах через основне; згладжування переходів поверхонь, які сполучаються.
Привід: ручний, верстатний, за допомогою дриля або іншого електроінструменту обертальної дії.
Конструкція: інструмент складається з кульок карбіду кремнію, кожен із яких має незалежну підвіску для самоцентрування в отворі.
Області застосування: ремонт та обслуговування автомобільних двигунів та механізмів; зброю, пневматичні, гідравлічні та гальмівні циліндри, системи упорскування, запірна арматура, музичні та пневматичні інструменти.
Назви аналогічних насадок в інших брендів: FLEX-HONE та OSBORN NOVOFLEX-B.
Як працювати з хонінгувальними абразивними щітками:
Діаметр хона повинен відповідати або бути трохи більшим за діаметр отвору, який буде оброблятися.
Гнучка конструкція йоржика дає можливість абразивним кулькам трохи стиснутися. а потім розпрямитись і щільно притиснутися до стінок отвору.
Обробка не потребує високих оборотів.
Частота обертання залежить від діаметра інструменту та області застосування.
Так для хонов діаметром від 5 до 12 мм вона становить приблизно 1000-1200 оборотів на хвилину, але оптимальний швидкісний режим визначається експериментально.
Вхід і вихід з отвору виконується у обертальному русі та на мінімальних оборотах (100-300 оборотів за хвилину).
Обробка може проводитися насухо, але в пріоритеті використання олії в'язкістю SAE 10-30 (або хонінгувальної олії).
Найкращі результати досягаються при обертанні інструменту в обох напрямках послідовно.
Обертання зі збільшенням обертів створює перехресну сітку штрихів.
Для радіусного притуплення кромок щітку виводять із заготовки, змінюють реверсом напрямок обертання і знову вводять.
Перехресна сітка штрихів, яка утворюється на поверхні, надалі ефективно утримуватиме масляну плівку.
В кінці, для видалення відходів обробки і абразиву, що відколовся, використовують мильну воду і щітку.
На вуглецевих сталях отвір протирають насухо і змащують олією.




















































{kind=link}
{kind=link}