Технічні характеристики:
Ціна: вказана за 10 зварювальних прутків.
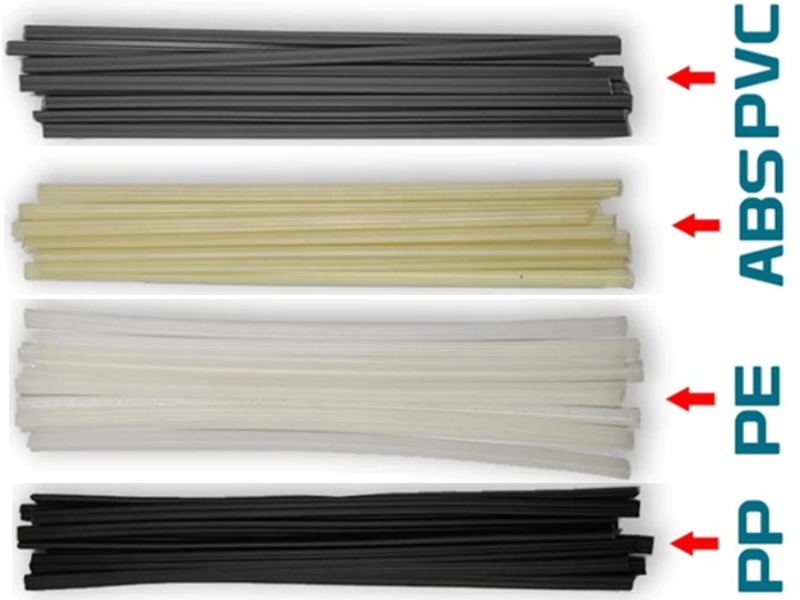
Матеріал виготовлення: 4 види – PP поліпропілен; PVC полівінілхлорид; PE поліетилен; ABS-пластик.
Температура нагрівання: 320-360 градусів.
Кольори: білий, сірий, бежевий, чорний.
Довжина близько 200 мм.
Призначення: присадковий в'яжучий матеріал для отримання нероз'ємних з'єднань у тонкостінних виробах методом зварювання гарячим повітрям або спеціалізованими паяльниками.
Можливість подальшої обробки з'єднання: свердління, пиляння, фрезерування, загвинчування і т.д.
Шліфування шва: можливе, але після того, як зварний шов охолонув (теплий пластик швидко засмічує абразив).
Застосування:
ABS - деталі та вузли моторного відсіку; деталі інтер'єру; корпуси фар та дзеркала.
PE – бампера; різні функціональні компоненти автомобіля (корпуси, кришки, розширювальні бачки, резервуари тощо).
PP - деталі та вузли моторного відсіку; бампера; корпуси фар та дзеркала;
PVC – підлокітники; внутрішнє оздоблення салону; дверні панелі; захисне покриття днища; декоративні елементи та профіль.
Особливості процесу:
Очистіть заготовки від бруду та фарби.
Зробіть, за допомогою борфрези та високооборотистого дриля або болгарки, V-подібну канавку для укладання прутка з кутом 90 градусів.
Зачистіть початок прутка і додайте гострий кінчик для кращого заповнення початку шва.
Розігрійте пруток і канавку, додайте пруток до деталі і дайте їм трохи підплавитися в точці з'єднання.
Тримайте апарат так, щоб насадка знаходилася вздовж підготовленої канавки та паралельно поверхні матеріалу.
Нагрівайте до точки розплавлення і легко притискайте пруток до поверхні із зусиллям близько 2-3 кг.
Швидке зварювання сприяє утворенню напливів та слабкої адгезії.
При повільному зварюванні зростає ризик перегріву заготовки, при цьому шов стає крихким.
Якщо в заготівлі відсутня великий шматок матеріалу, то відновлювати його краще вварюванням шматка такого самого пластику (установка латки аналогічної форми).