При проведении аргонной сварки неизбежно присутствуют высокие температуры, поэтому многие конструктивные элементы горелок постепенно приходят в негодность.
Как она собирается. Берём медную цангу и вставляем её в корпус. В головке горелки есть внутренняя резьба. Снизу в нее закручивается корпус с установленной цангой. На резьбу снаружи корпуса накручиваем керамическое сопло. Вставляем сверху головки вольфрамовый электрод и устанавливаем защитную каппу.
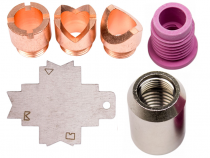
Какие запчасти входят в комплект.
Керамическое сопло.
Деталь из термостойкой керамики, обычно розового цвета, цилиндрической формы с отверстием и нарезанной внутри резьбой для накручивания на держатель цанги. Служит для направленной подачи газа к сварочному шву.
Керамические сопла для аргоновых горелок старых образцов могли не навинчиваться, а плотно одеваться на посадочное место. И изготавливались не только из оксида алюминия. но и лавы, а для моделей с жидкостным охлаждением из стали.
Посадочные размеры современных сопел соответствуют мировым стандартам и подходят как на Abicor Binzel, ESAB, Kemppi или TBI, так и на недорогие китайские горелки.
Деление по видам.
Могут быть стандартных размеров, удлинённые (для труднодоступных мест) и под газовую линзу. Каждое имеет свой порядковый номер от 4 до 12, которому соответствует определённый выходной диаметр (посадочный у каждого вида одинаковый). Для №4 это 6,5 мм; а для №12 это 19,5мм. Всё просто: больше номер больше диаметр.
Как правильно подобрать керамические сопла для TIG сварки.
Найти нормативные документы или специальные указания, на основании которых выбирается та или иная модель, невозможно. Многое зависит от свариваемого металла (углеродистая сталь, алюминий, нержавейка); его толщины; отношению свариваемых кромок (встык, под углом и т.д.); требуемой ширины шва. Чем массивней заготовки, тем больше сварочный ток и расход газа. Хотя при проходе первого корневого шва, при V-образной разделке кромок применяемый размер будет меньше, чем при выполнении облицовочных швов.
На что влияет неправильный выбор керамического сопла для ТИГ-горелки.
Каждая модель имеет разный внутренний диаметр, а значит, при равном давлении может пропустить через себя определённое количество аргона. Сварочная ванна может отличаться по размеру и для её охвата поступающего газа должно хватать. Выходящий по цилиндрическому, правильно подобранному соплу аргон доходит до поверхности без перемешивания и пульсаций. Если его размер не увеличить, а добавить давление, то струя газа будет создавать завихрения, а при ударе о поверхность волна опрокидывается и подхватывает воздух из атмосферы, уменьшая эффект защиты.
Почему керамическое сопло для аргоновой горелки является расходным материалом?
При интенсивной работе его торец постепенно выгорает. При неаккуратном использовании, например, падении оно трескается. В процессе сварки именно сопло, внутри которого чётко по центру расположен вольфрамовый электрод, испытывает максимальное термическое воздействие. Та часть, которая ближе всего находится к расплавленному металлу и сварочной дуге, сильно нагревается и расширяется. В то же время противоположная часть, накрученная на корпус цанги, нагревается меньше. В средней части керамического сопла возникают высокие внутренние напряжения, вызывающие трещины.
Роль цанги в конструкции аргоновой горелки.
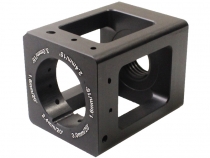
Модельный ряд вольфрамовых электродов начинается с 1 мм и заканчивается 4 мм. Для их фиксации и передачи на них тока служит цанги, имеющие аналогичные размеры: 1, 1.6, 2, 2.4, 3, 3.2, 4 мм. Она представляют медную втулку с бортиком и тремя продольными прорезями, длиной 15 мм, придающими ей пружинящие свойства. Установленный в неё электрод слегка фиксируется со стороны прорези, но в целом может двигаться свободно. Вставив цангу в держатель сварщик начинает закручивать каппу, создавая осевое усилие. В этот момент торец колпачка начинает давить на бортик вверху цанги. Лепестки, с противоположной части, сжимаются и задавливают вольфрам, не давая ему выпасть и даже провернуться.
Цангодержатели.
Цилиндрическая деталь из медного сплава с наружными резьбами (одна, для фиксации в головке; вторая, для накручивания сверху керамического сопла) и насечкой для лучшего вращения пальцами. В сквозное внутреннее отверстие внутри свободно вставляется цанга.
Внизу корпуса можно увидеть четыре крестообразно расположенных отверстия диаметром 2 мм. По ним из газового канала выходит аргон и в керамическом сопле формируется поток.
Колпачок каппа для сварочной горелки TIG.
Полый цилиндр выполненный из термостойкого полимера с зафиксированной снаружи латунной резьбой. Закручивается в головку и, благодаря силиконовому уплотняющему кольцу, создаёт герметичное соединение и замкнутое пространство вокруг электрода. Не даёт контактировать ни с чем вольфраму и бережёт его от механических воздействий.
Сварочные каппы делятся на: короткие, средние и длинные. Для нового вольфрама (стандартная длина 175 мм) применяют длинную модель. По мере его выгорания и укорачивания меняют на средний и короткий и колпачок. Этого можно не делать и пользоваться длинной. Но только короткой каппой, установленной на аргонной горелке, можно подлезть в узкое и плоходоступное место. Например произвести подварку корневого шва внутри трубы небольшого диаметра.
Газовые линзы для аргоновой сварки TIG.
Конструкция представляет собой деталь с двумя наружными резьбами (для сопла и вкручивания в горелку) и отверстием для вольфрама и прохода газа. В нижней, более широкой части установлена мелкая нержавеющая сеточка. С её помощью поток аргона равномерно распределяется по внутренней полости керамического сопла. При работе с газовой линзой не нужны цанги и их держатели, а стандартные керамические сопла не подходят, нужны специальные большего диаметра (тоже делятся на короткие и длинные).
В чём их преимущество.
Стандартные запчасти горелки для аргонодуговой сварки не дают стабильного потока. Выходя из четырёх боковых отверстий корпуса цанги, газ ударяется о стенки сопла и меняет направление под углом в девяносто градусов покидая его. Образуется несколько меняющихся хаотически в некотором интервале струй, которые на выходе слегка рассеиваются, приобретая слегка расширяющуюся пирамидальную форму.
При установке газовой линзы для аргоновых tig горелок газ слегка задерживается перед нержавеющей сеткой. В этом месте создаётся слегка избыточное давление. Затем, равномерно проходя через каждую ячейку, сглаживаются все пульсации. Внутреннее отверстие сопла формирует плотную цилиндрическую струю, устойчивую к воздействию поперечных воздушных потоков. При работе на открытом воздухе сварщик-аргонщик всё равно вынужден устанавливать защитные боковые экраны. Но при сварке внутри помещения применение аргоновых газовых линз: - Даёт возможность дальше выставить вольфрам. - Расширяет газовый охват вокруг шва. - Не создаст подсос воздуха при увеличении угла наклона. Для удобства работы в узких местах устанавливают удлинённые сопла.