(098) 264-97-87
Клапаны подачи газа для сварочного полуавтомата






Выбираем отсекатель газа для полуавтомата.
Задача этой детали в конструкции сварочного полуавтомата регулировать необходимую подачу и перекрытие защитного газа (аргон, углекислота, смесь газов) для формирования сварочного шва.
Любому опытному сварщику знакома ситуация, когда «барахлящий» электроклапан по какой-либо причине прекращает подачу углекислоты. Сварщик нажимает пальцем на кнопку горелки, но эффекта нет - газ не поступает. Срочна нужна замена. Кто-то держит такое устройство всегда на складе, кто-то решает его купить лишь после выхода из строя.
Характеристики и конструкция.
Газовые клапаны для сварочного полуавтомата отличаются по типу поступающего на него напряжения и имеют показатель: 12, 24, 36 или 220 Вольт.
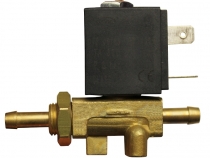
Исполнение большинства современных моделей схожее (автомобильные электроклапана подачи воды на омыватель лобового или заднего стекла в расчёт не берём).
Латунный корпус на котором крепится съёмное реле с несколькими лепестковыми контактами (легко разбирается, чистится и продувается).
С двух сторон корпуса расположены входной и выходной штуцера под шланг 6 мм. Крепление осуществляется двумя способами:
через гайку на одном из штуцеров (для этого в боковой стенке корпуса сверлится отверстие);
через два отверстия с внутренней резьбой в корпусе клапана углекислоты (таким образом его фиксируют на днище аппарата).
Назначение отсекателя газа для полуавтомата.
Перед началом процесса сварщик открывает вентиль баллона с углекислым газом или сварочной смесью. Углекислота проходит через регулятор давления и входит в подогреватель. Оттуда по шлангам она доходит до полуавтомата, входит в корпус и останавливается перед клапаном отсечения.
Катушка с проволокой устанавливается в механизм подачи. Кончик проволоки вводят в подающий канал, включают подачу и протягивают её до выхода из токосъёмного наконечника.
Сопло горелки удерживается на расстоянии 10-15 см от поверхности заготовки и нажимается кнопка для возбуждения дуги.
Срабатывает клапан отсекатель газа и в зону сварки поступает углекислота, создающее защитное облако. Через небольшой промежуток времени (этот показатель на некоторых моделях полуавтомата регулируется) туда же направляется и проволока. Если газ предварительно не выпустит, то проволока без защиты просто пережжётся, перегорит и прилипнет к детали.
По окончании сварки кнопка горелки нажимается ещё раз. Ролики и шестерни механизма подачи останавливаются и не двигают проволоку вперёд; перестаёт и поступать напряжение.
А углекислотный клапан полуавтомата ещё пару секунд будет подавать газ и лишь затем отключится. Расплавленный металл шва требует защитной среды от вредного воздействия газов из атмосферы ( пока не остынет до определённой температуры).