Несмотря на изобилие видов электроинструмента, применяющегося для обработки заготовок, без обычного ручного напильника, трудно обойтись при выполнении стачивания, зачистки, шлифовки металла. Он служит для формирования заданного размера или формы обрабатываемой детали, путем послойного стачивания ее поверхности. Некоторые работы по шлифовке можно выполнить болгаркой. Но пригоночные работы, со снятием от сотых до десятых долей миллиметра, в узких пазах, канавках, отверстиях, на выпуклых и вогнутых кромках поверхностей с её помощью не получится. Необходимо точное ручное воздействие.
Напильники по металлу изготавливаются с различной конфигурацией сечения: круг, квадрат, прямоугольник, ромб и т.д. Нанесенные насечки, имеют форму клина. При нажатии на инструмент и движении его вдоль обрабатываемой детали, зуб соскабливает с поверхности тонкую стружку, которая попадает в стружечное пространство и затем выпадает. С его помощью можно: - выполнять скосы под требуемым углом на торцевых кромках; - корректировать плоскость и снижать её шероховатость; - затачивать режущие грани инструмента; - зачищать заготовки от ржавчины, окислов, дефектов после штамповки, обрезки и литья; - уменьшать наплывы и высоту сварочного шва и т.д; снижать шероховатость поверхности и т.д.
Конструкция, размер зуба и насечки.
Основные части напильника это: нос; пятка, переходящая в хвостовик (начало и часть на которую надевается рукоятка), рёбра, узкие и широкие грани с нарезанными зубцами.
Опиливание детали может быть: - Грубым, когда перед слесарем стоит задача быстро снять припуск, лишний слой металла, за минимальное количество времени и не обращая внимания на оставшиеся следы шероховатости (драчевые, с крупной насечкой, на 10 мм длины приходится 5—13 зубьев). - Доводочным, когда осталось снять слой до 0,5 мм и необходимо чаще сверяться с разметкой и контролировать съём (личные, со средней насечкой, на 10 мм длины 13—25 зубьев). - Чистовым. Финальная стадия, наименее энергозатратная для исполнителя, с удалением незначительного количества материала. При окончательной подгонке чистота, выполненная бархатным напильником по металлу (25-60 зубьев на 10 мм длины), может достигать 10 класса.
Выбор инструмента зависит от размера зуба (количество бороздок на сантиметр длины) наносимого методом протягивания, нарезания, фрезерования, насекания. Чем реже насечка, тем крупнее зубья. Стандартного размера, оптимального для разных применений, не существует. У каждого своя производительность, ведомость и степень прикладывания усилия.
По величине их разделяют на 6 номеров. №0 и 1. Брусовки и драчевые. Самые крупные, снимающие от 0,05 до 0,1 миллиметра. №2, 3 и 4. Средние, личные. Срезают слой 0,02-0,06 мм. №5. Мелкие, бархатные напильники для самой чистой и тонкой обработки. Снимают при проводке до 0, 03 мм, придавая поверхности высокую чистоту.
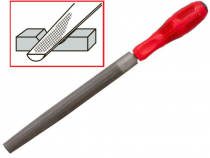
Одинарная параллельная насечка. Её легко отличить по одиночным, симметрично расположенным под углом от 5 до 30° к перпендикуляру оси, канавкам. Применение данного инструмента ограничено. Он срезает металл широкой стружкой, равной протяженности канавки, без её дробления на сегменты, что требует приложения больших усилий. Такими напильниками удобно обрабатывать мягкие цветные металлы и ряд неметаллических материалов.
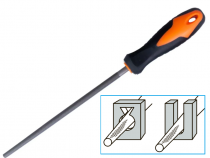
Одинарная дуговая. Имеет радиально расположенные дугообразные зубья с увеличенным шагом. Наносится она только фрезерованием. Камера для стружки, перед передней поверхностью резца, глубокая. Это обеспечивает высокий съём металла и, одновременно, не оставляет следов обработки.
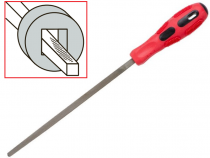
Двойная, перекрестная насечка. Является комбинацией глубокой основной и более мелкой вспомогательной, нанесенных под углом 125—130°. Захватываемая зубом стружка доходит до перекрестной канавки и дробится, что облегчает усилия слесаря при работах со сталями и металлами, оказывающими высокое сопротивление опиливанию.
Форма напильников по металлу и размерный ряд.
Стандартные размеры, без учёта хвостовика: 100, 125, 160, 200, 250, 315 и 400 мм. Длинные более производительные. За одно движение 400 мм модели, слесарь снимет материала в два раза больше, чем за проход 200 мм (во столько раз больше зубцы инструмента коснуться детали). Поскольку при формировании его движения участвуют две руки (одна подает вперед, а вторая прижимает) длину рекомендуется выбирать на 100—200 мм больше размера обрабатываемой поверхности.
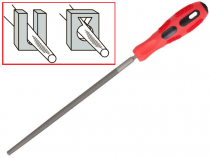
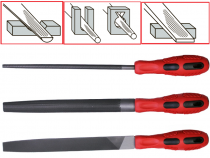
Выбор формы обусловлен характером поверхности заготовки. Чем больше её криволинейность, диаметр отверстия в ней, проем или сторона тем больше должно быть и сечение напильника. Круглые, полукруглые, ромбические, квадратные и треугольные. Каждый из них удобен для ситуаций, когда для опиловки задействуется одна, две или более граней, не нанося вред другим, сопряженным, но не требующих обработки сторонам. Плоские самые популярные, поскольку ими обрабатывают не только плоские, но и выпуклые, вогнутые, наружные и внутренние поверхности больших радиусов закругления. У всех остальных, кроме круглого, также есть плоская сторона для подобных действий (считаются двойного применения).
Для производства инструмента используют углеродистую инструментальную сталь У13, У13А, прошедшую термическую обработку. Показателем качественных хороших напильников, по ГОСТ 1465—80, является сцепляемость их режущих кромок с контрольной пластиной аналогичной твердости 58-62 HRC из той же стали.
Наборы напильников по металлу.
Купить подборку самых востребованных инструментов для разностороннего применения выгодно как домашним мастерам, таки специалистам других профессий. Такие комплекты состоят из трех или пяти напильников с пластиковыми рукоятками (может быть с одной, универсальной). Yato, Vorel, Intertool, Mastertool, Stanley упаковывают их в прозрачные ПВХ-чехлы, защищающие зубцы напильников от повреждений при неорганизованном хранении.
Как правильно пользоваться. Советы опытных слесарей.
Получение ровной плоскости при обработке. Чтобы поверхность была без завалов и выпуклостей необходимо соблюдать определённый порядок действий. Слесарь, повернув напильник на 30—40° к губкам тисков в одну сторону, выполняет несколько движений вперед / назад со скоростью один двойной ход в секунду. Затем опиловку ведут прямым штрихом. Потом, меняют направление инструмента на противоположное первоначальному.
Действия рук. Воздействие на плоскость должно быть по всей её ширине. Нельзя стачивать слева, а потом справа. Работающий, по мере продвижения носка вперед, должен сильнее прижимать правой рукой рукоятку, ослабляя давление левой рукой. При равномерной силе воздействия в начале движения происходит опускание рукояти, а потом, при удалении рук от корпуса, заваливание носка. Возвратное движение проводят без нажима, ведь угол режущей кромки направлен в одну сторону.
Засаливание. Способность некоторых материалов застревать в стружечной камере может через несколько минут работы вывести из строя абсолютно новый напильник. Он будет скользить по детали, и даже при сильном давлении руками врезания острия зуба в металл не произойдёт. В зависимости от того что обрабатывается: цинк, медные сплавы, алюминий и т.д. поверхность инструмента натирают мелом, зубным порошком, маслом или водой. Эти вещества создают слой, который мешает прочному залипанию стружки в канавке. После нескольких проходов напильником постукивают о дерево, выбивая отходы пиления. По окончании работ по нему проходят латунной щёткой и вытирают насухо. Если стружка не удаляется применяют химическую чистку.