Технические характеристики:
Максимальный сварочный ток до: 350 ампер.
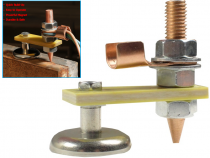
Сечение подсоединяемого кабеля: от 10 до 35 мм² (через наконечник).
Материал изготовления корпуса: оцинкованная сталь.
Контактные поверхности: латунные губки.
Длина сварочной клеммы: 170 мм.
Вес: 190 грамм.
Почему вы никогда не получите хороший сварной шов с плохим зажимом массы?
Если зажим заземления находится в ненадлежащем состоянии, это может привести к утечке или уменьшению силы сварочного тока.
Или, другими словами, это приведет к падению сварочного выходного напряжения, что похоже на изменение настроек сварочного аппарата, например, при сварке MIG на полуавтомате может показаться, что скорость подачи проволоки увеличивается.
Часто первой реакцией сварщика является изменение настроек оборудование для компенсации, а не устранение реальной причины проблемы.
Весь сварочный ток проходит через кабель, наконечник и зажим.
Обычно на зажиме есть 3 области «соединения», которые могут вызвать утечку тока.
Кабель крепится через кабельный наконечник, который может быть плохо обжат, неправильно установлен или болт, который их соединяет, ослаблен.
В самом зажиме может быть ослаблена пружина или изношены (стёрты) губки.
Как только возникает проблема с любым из соединений начинается нагрев в зоне контакта.
Причем тепло ускоряет первоначальную проблему, вызывая дальнейшее разрушение, что затем вызывает еще больший нагрев, и цикл продолжается.
Что нужно делать?
Регулярно проверять состояние зажима.
Убедитесь, что кабельный наконечник надежно закреплен, а болт крепко закручен.
Замените наконечник или слабую пружину, а не просто потрясите зажим и снова закрепите его, поскольку это не решит проблему.


















































{kind=link}